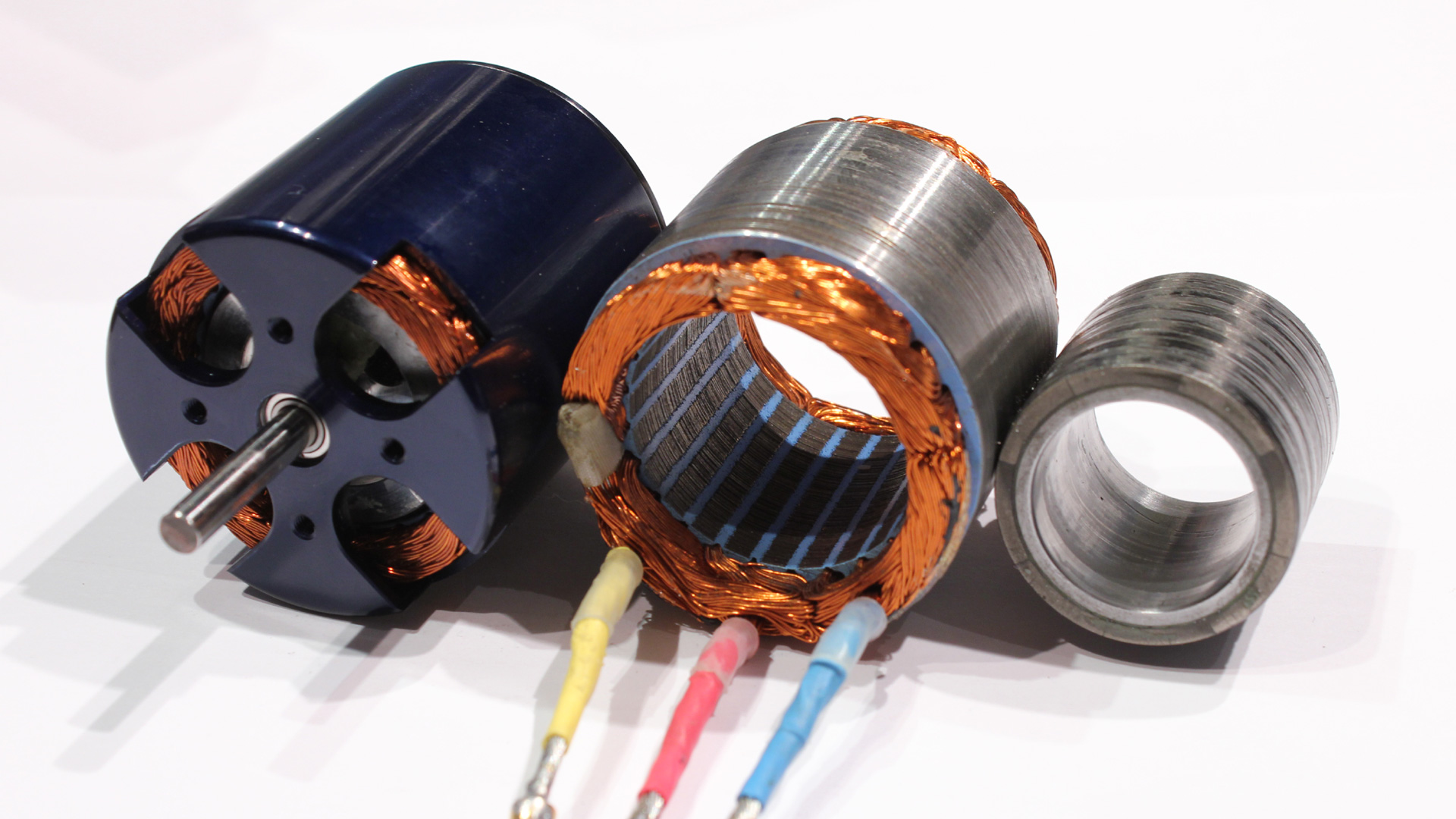
Petertha - having no experience with these inexpensive eBay spindles, I'm a bit hesitant to say "go for it," but the price is soooo right. These things replicate unitary 3-phase HF (high frequency) spindles in appearance if not function. A German or similar HF spindle with similar characteristics (up to 50,000 RPM, ER nose, 0-400 hertz) would easily run $3,000 U.S. or more, possibly much more.
If you do want to give it a try, I'd go with an air-cooled variety, fabricate a guard for the wheel, and above all, be sure you use good wheels and balance them well. At 20,000 to 30,000 RPM, even tiny imbalances would shake it like crazy and possibly cause damage.
My gut feel says they'd do good work as a grinder spindle. Be aware that these bodies are pretty hefty diameter wise, so you'd have to also fabricate a mount. Using pullies and a belt would defeat the purpose, as you'd need another precision spindle for the wheel portion. Anyway, if you try one, it'd be very interesting.
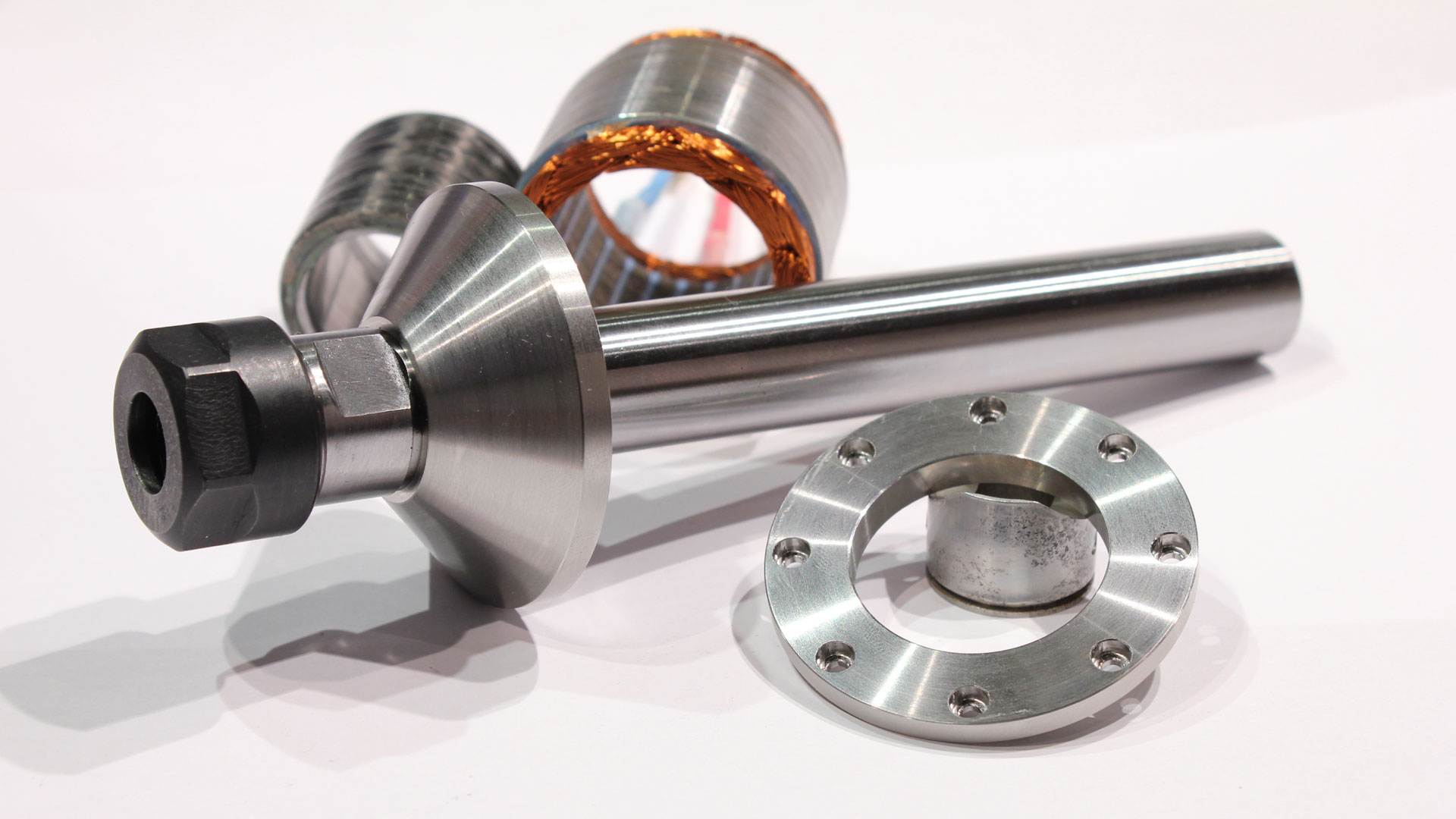
Greg - Your components are looking very nice. Odd that your telescoping bore gauges aren't working for you. I assume the bore is for the bearing OD? What tolerances are you seeking? Have you considered sneaking up on the bore you need using the actual bearing as a gauge?