Thanks for all the comments, cylinder head next, hope you are sitting comfortably its a long one.
The kit is supplied with some photos and accompanying notes on various machining setups. It shows the first thing to be dome on the head as machining the base, unfortunately the set up shown would need a 10-12 4 jaw to have long enough jaws and even then is a bit iffy as you can only hold about 1/16 of the cast rim!!
I opted to set the head up on the mill with shims to ensure the cast external face was as true as possible. I then reduced the valve stems to height, these were chilled and it blunted a ½ mill with the first touch so changed to a little hogger to finish them off. At the same time the three head mounting holes were drilled ¼and accurately spot faced to the same height.
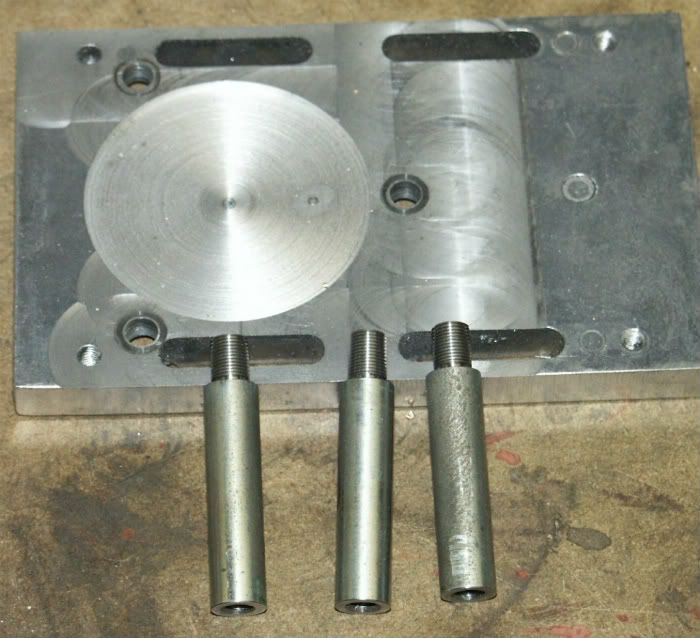
I took advantage of the ¼ holes and tapped them part way with a 9/32x40 tap and machined up some posts to screw into these.
The other ends of the posts were tapped M6 to take CSK screws and an alloy plate drilled and CSK to the same bolt pattern as the head.
Without disturbing the plate after drilling the head was screwed on, a skim cut taken across the top and the centre point spotted.
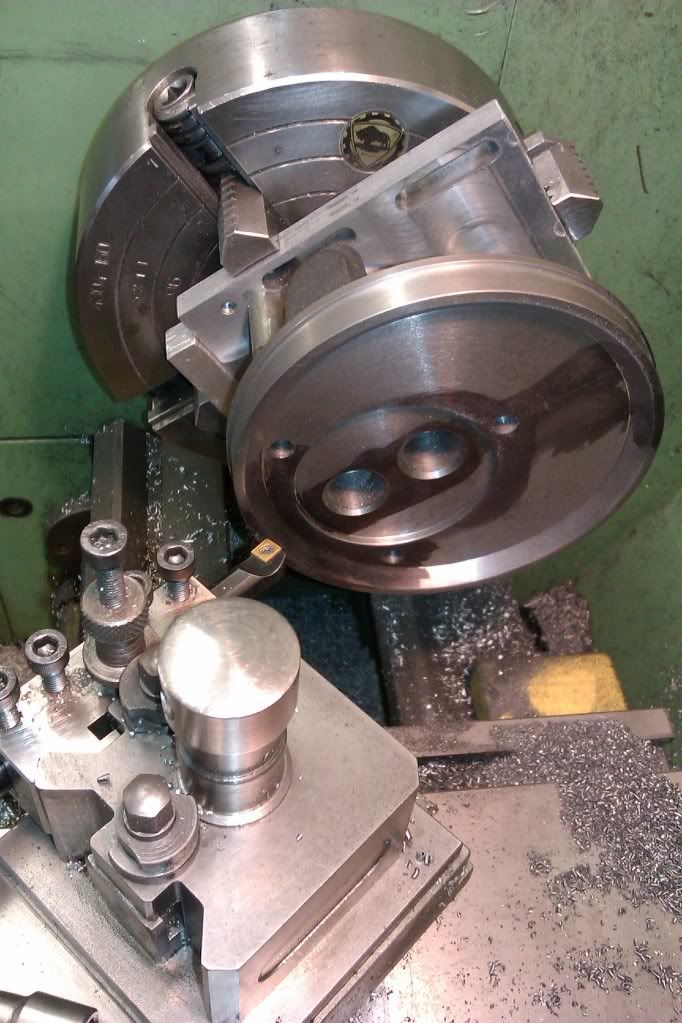
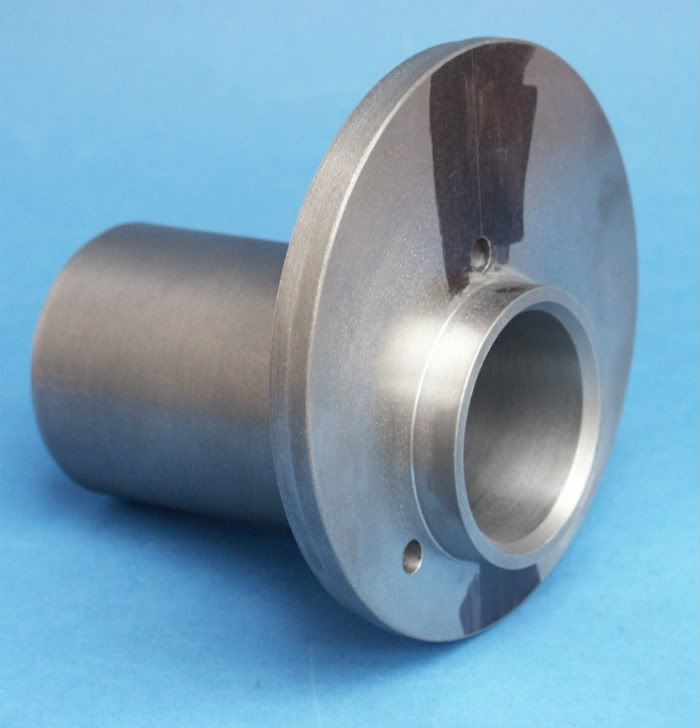
The whole thing was then set up in the 4 jaw and the spotted centre set to run true after which the casting was machined back to thickness and recessed out. The outside was also trued up and the step for the wrapper cut.
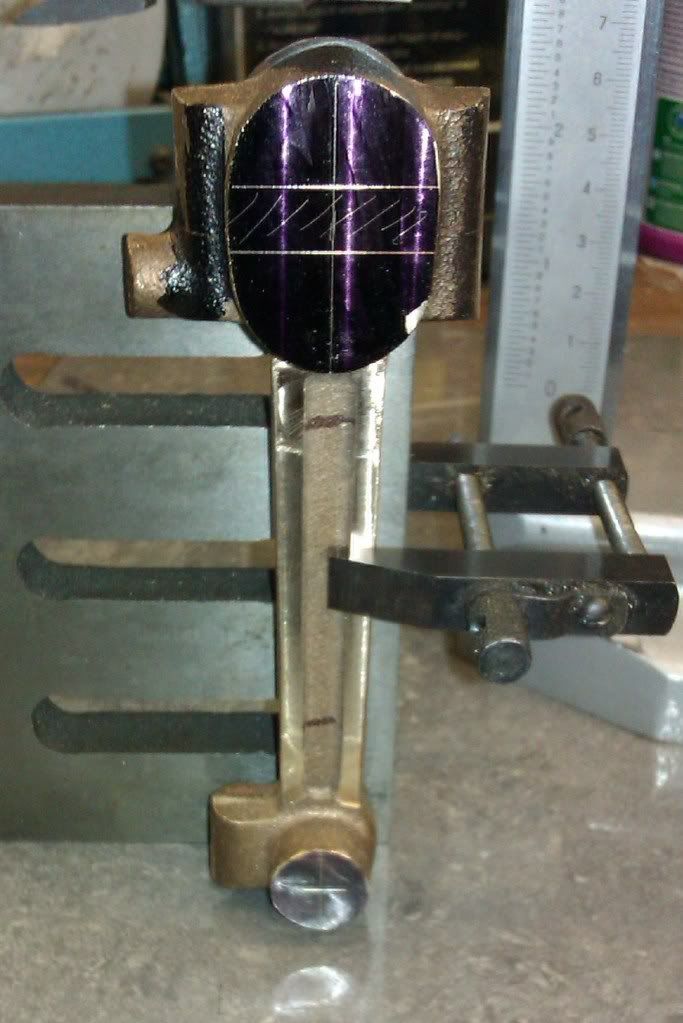
I now had to machine another eccentric recess to take the end of the cylinder. A digital angle block was zeroed and a height gauge used to mark centre height, the gauge was then adjusted to the correct offset, work rotated 90degrees and the work marked
The intersection of the two lines was marked using an optical centre punch and this was then clocked true in the 4-jaw and the recess cut.
The head and machining plate were then transferred to the marking plate for the position of the two valves to be established.
These were then drilled, counter bored and the valve seats machined ay 41degrees. I had previously fabricated and part machined the valves so these could have their sealing faces machined straight afterwards without altering the top slide angle.
As you can see things were getting a bit eccentric by now so speed had to be kept down and care taken to manually rotate the check before any machining started to ensure the eccentric part would not hit anything before switching on.
[ame]http://www.youtube.com/watch?v=m-_PQnPYdgs[/ame]
With all the turning done the head was mounted on a pair of angle plates set to the required 30degrees for the sparkplug hole. I used a bit of silver steel (drill rod) in the valve guides to touch the edge finder against to set the hole central to the two valves.
The hole was then tapped M10x1 using a small centre in the chuck to keep the tap in line and finally the hole was spot faced.
All that was left was to face, drill and tap the inlet & exhaust and that was the head finished (valves are overlong at the moment to give something to hold while grinding in)
Jason





 Nicely done.
Nicely done.