John, I can tell your bitten by the machining bug!!!
Start saving your extra money you will be buying a lathe and mill someday. You WILL out grow these home made machines. The building of the Gingery series is a good way to learn at home. I went low buck on the start of my adventure of metal shop from scrap and still try the low cost approach. I use a waste oil fired foundry myself. It costs me only for the electric power for the blower, I use any and all types of oil to power my furnace.
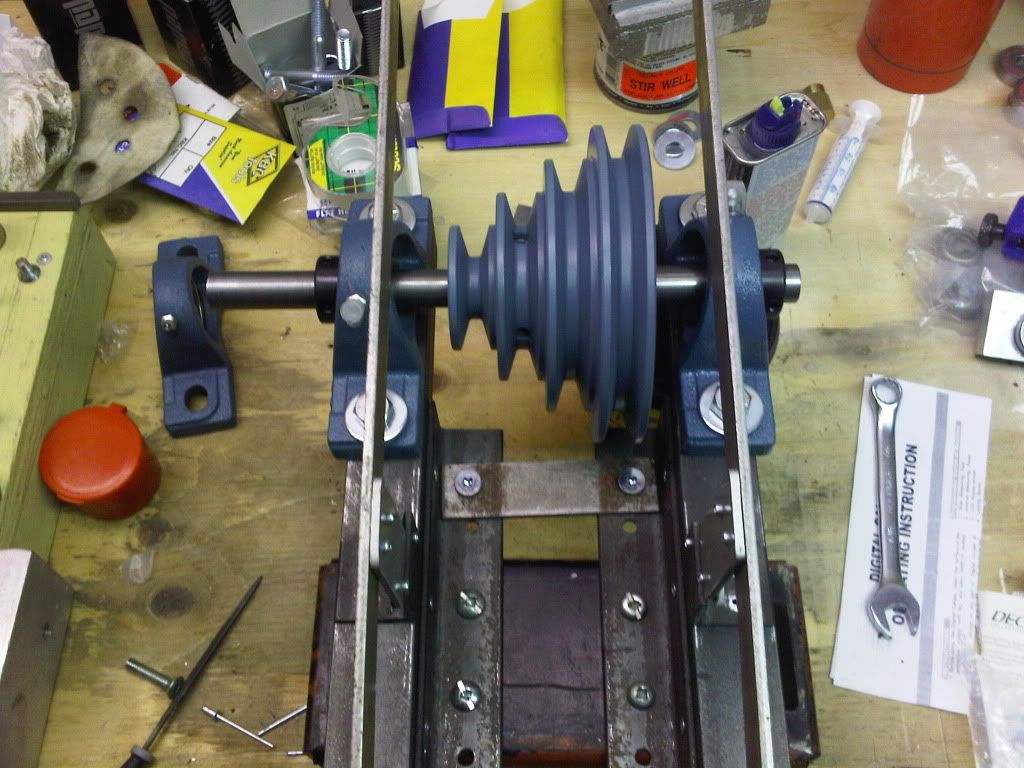
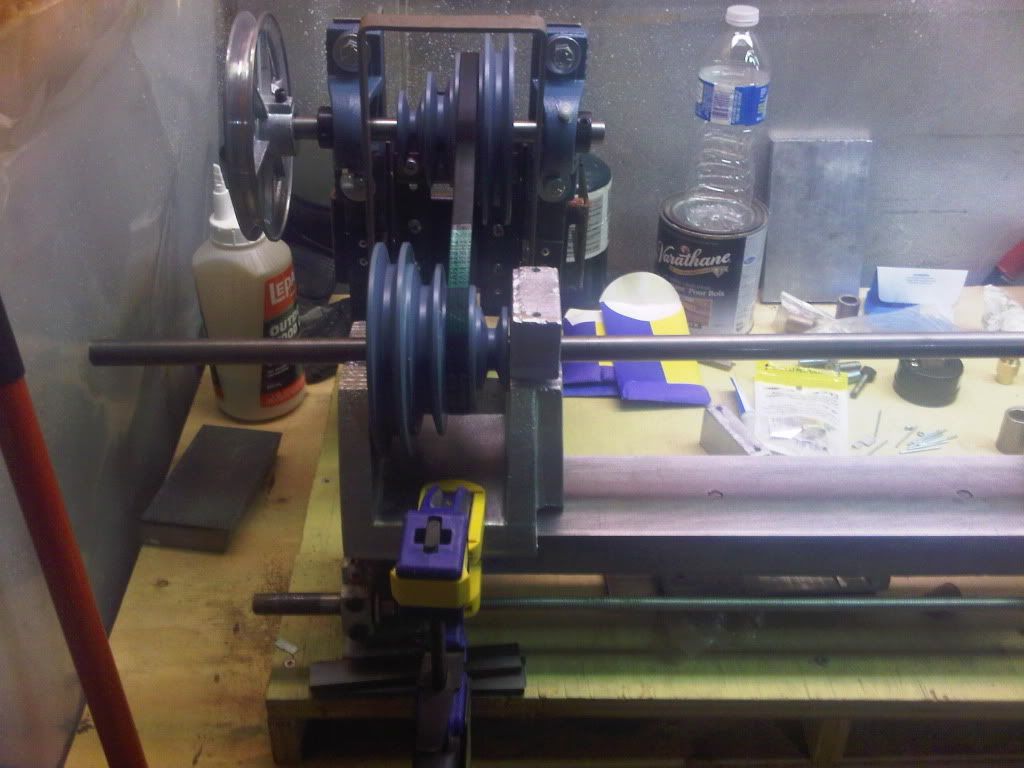
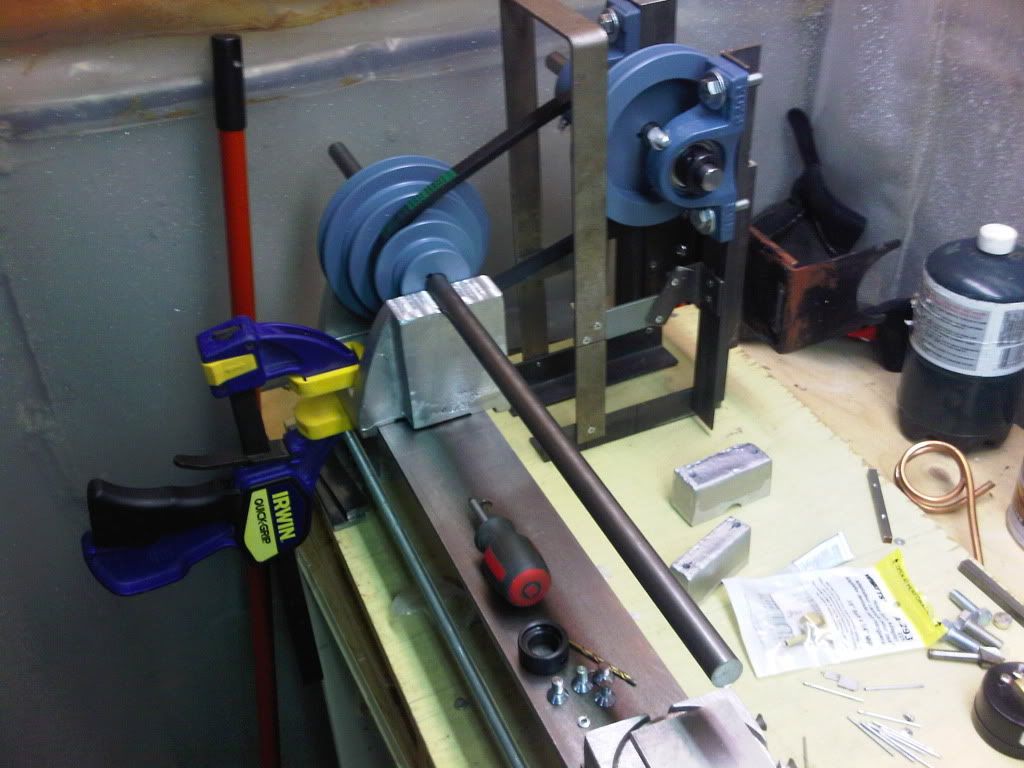
I didn't build the lathe or some of the tools the books show. You can see some of the things I did build here on this forum I think you even responded to my mill post here. Any way good luck on building our lathe I'll be watching you hopefully from start to finished machine.
Start saving your extra money you will be buying a lathe and mill someday. You WILL out grow these home made machines. The building of the Gingery series is a good way to learn at home. I went low buck on the start of my adventure of metal shop from scrap and still try the low cost approach. I use a waste oil fired foundry myself. It costs me only for the electric power for the blower, I use any and all types of oil to power my furnace.
I didn't build the lathe or some of the tools the books show. You can see some of the things I did build here on this forum I think you even responded to my mill post here. Any way good luck on building our lathe I'll be watching you hopefully from start to finished machine.
")