More gears...
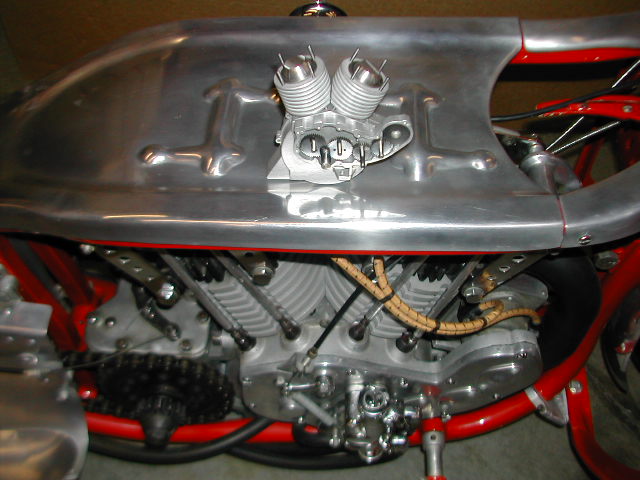
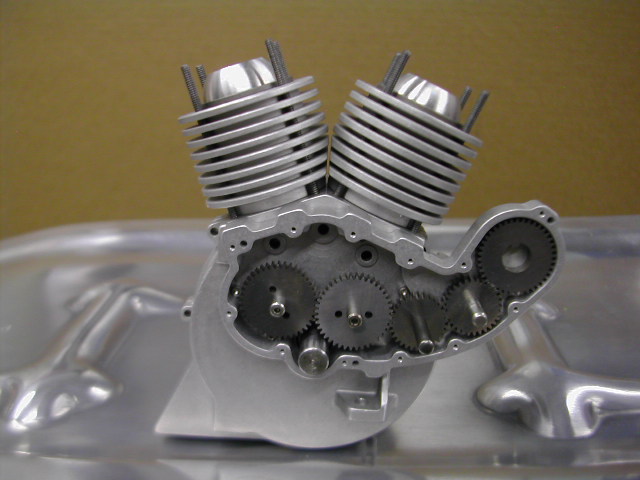
Cut these for a buddy who is working on a ¼-scale engine project. Crank gear (the small one), 2 cam gears, 2 idler gears and 1 magneto gear. The two 1/16" holes in the cam gears are for driving the cam (only one hole will be used). He wasn't sure yet whether he wanted the drive hole on a tooth, or on a gullet, so I put in one of each. Those gears have 40 teeth, so the drive holes are 175.5° apart. The crank gear has a .250" bore with a 1/16" key. Since it wasn't possible to put a
keyway in the gear, I just integrated the key into the part.
Gears are 64DP 20°, with the tooth thickness reduced about .0007" from standard in order to give each "pair" about .0015" total backlash. Material is A-2, heat treated to 55Rc.