Hi Werowance --I used a radius die in my mill on the four sides of the baseplate but I wasn't real happy with the results.--Then took it out to my giant stationary belt sander and used it to round the corners even more.

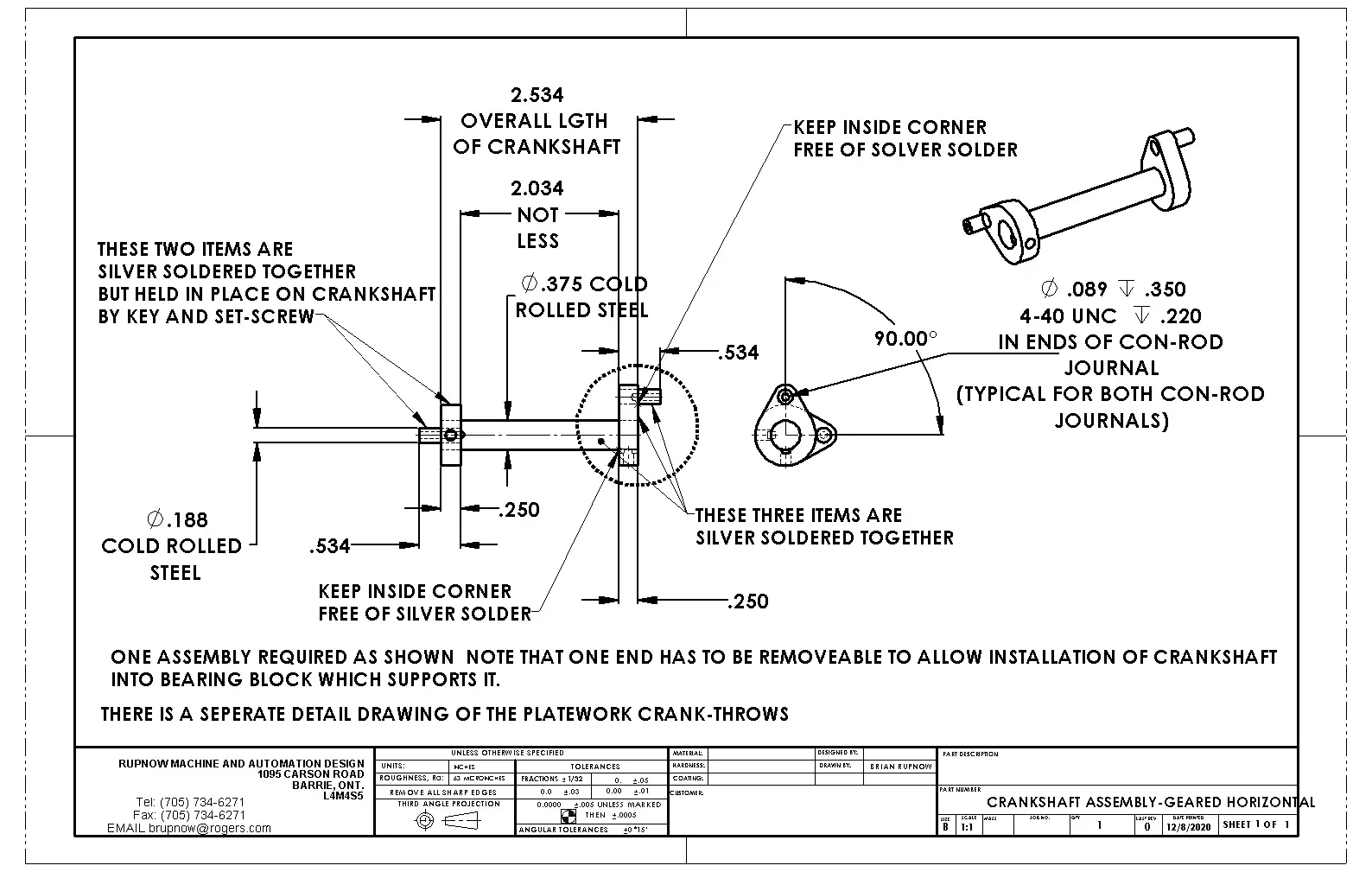
Geared horizontal twin engine
- Thread starter Brian Rupnow
- Start date