So on to the hornblocks guides. Machined from 10x10 mm, with a length such that there are two from each length.

And in the vice:

I was a bit worried that there was not enough meat held in the vice, but I could do 0.75 mm depth, which was OK I guess. I am still a bit squeezy about getting too much smoke from the cutting oil. I do not want to ruin my cutter.
And there are 8 sufficiently equal parts.

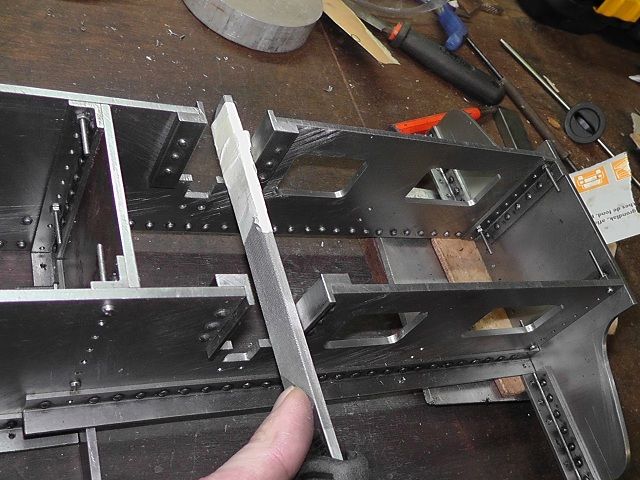
And before rivetting onto the frame plates:

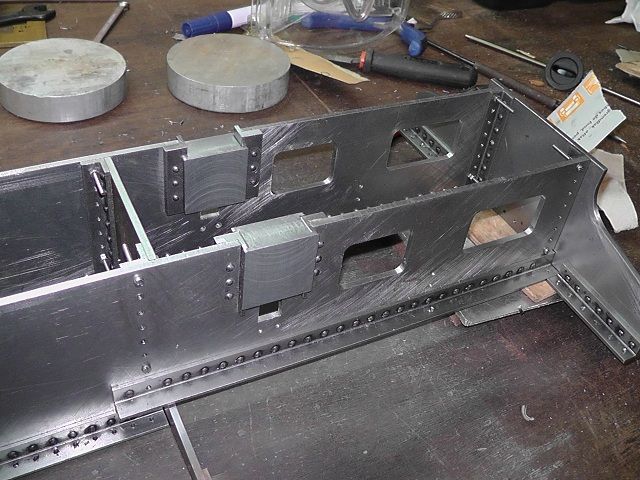
And after:
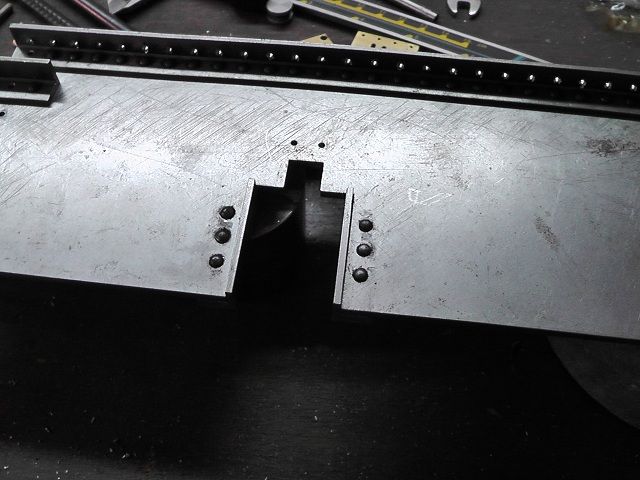
I did find that (not unexpectedly), the tolerance of drilling and riveting is not really 0. The actual slot inner dimension between 24.80 and 25.00 with the nominal size 25 mm. Parallelism of each slot is OK I guess (say .03 mm max). As I have not made the hornblocks themselves yet, I may end up making the dimentions of those slot specific. But then again, that is of course less satisfying. So probably what I will do is target the hornblocks a bit under 25, and see whether the natural variation will suggest to assign them to a specific spot, or that I need to skim the guides.
And in the vice:
I was a bit worried that there was not enough meat held in the vice, but I could do 0.75 mm depth, which was OK I guess. I am still a bit squeezy about getting too much smoke from the cutting oil. I do not want to ruin my cutter.
And there are 8 sufficiently equal parts.
And before rivetting onto the frame plates:
And after:
I did find that (not unexpectedly), the tolerance of drilling and riveting is not really 0. The actual slot inner dimension between 24.80 and 25.00 with the nominal size 25 mm. Parallelism of each slot is OK I guess (say .03 mm max). As I have not made the hornblocks themselves yet, I may end up making the dimentions of those slot specific. But then again, that is of course less satisfying. So probably what I will do is target the hornblocks a bit under 25, and see whether the natural variation will suggest to assign them to a specific spot, or that I need to skim the guides.