A few months ago, I purchased the plans for a narrow gauge live steam locomotive.
I have to disappoint you - I am in no hurry. I intend to occasionally update my build status. The main use however will be that whenever I have a problem I can demonstrate what I am actually doing. Also, I have been helped here. I don't have much help to offer (hopefully that will change though), so I thought at least I can add some pictures of what I am producing.
So the "GEA" is a model that is built quite a lot here in the Netherlands. You may want to look at the movie, the first locomotive is a GEA at 1:02.
http://www.youtube.com/v/QmZu3O8Oa9A&hl=nl_NL&feature=player_embedded&version=3
The reasons for me to choose this loco are relative simplicity, it is not an exact model of a full sized loco (but very much modeled after this one : http://www.smalspoormuseum.nl/Materieel/Stoomlocs/stloc1.htm) so it is OK to deviate. Also it is a small size, so my machines should be big enough for it.
I will start off with the wheels. I get most of my raw material from the dump -recycling. It is in biking distance and I wouldn't know where else to get some of the stuff. For the wheels I found some ends of bar stock. Three lumps of various diameters (95 to 110 / wheel diameter appr. 72 mm), one of which was thick enough for two wheels. This meant that I know understand why you all love your bandsaw so much! However, for the amount of serious sawing that I need to do, I cant afford to use up the space. Anyway, being ends of barstock, it still had a material code on in, suggesting it was hot rolled steel. I have no idea whether it is relevant for the wheels yes or no so I use it. BTW, when I do finalize this project, I never expect to use it much /so I guess I should be all right.

It took me quite long to get the wheel turned to looking like almost real wheels. It seems that I did find out that the ends are not the nicest parts of a bar.... I am also not realy satisfied with the surface quality of the recess, or at least where I had to blend the two directions going in, an going out. Of course I tried to make this not that visible in the photographs!

I kept the rolling surface still straight and the axle hole 1 mm smaller. I left that for after milling the spokes. My reasoning was that I want the axle hole and the rolling surface (i do not know the proper englich word, but I guess you understand) to be turned in one setup. And for that I needed the spokes. I will make up a fixture so that I can screw the wheels to a plate through the spoke holes, and then mount the plate in the 4 jaw.
This is BTW, also the first time that I used the RT, other than making the adapter plate to hold the 4 jaw. .
 .
.
Somewhere I hope that I would have figured out how to use the RT efficiently, but without a shadow of a doubt Bogs flywheel course helped me a lot.
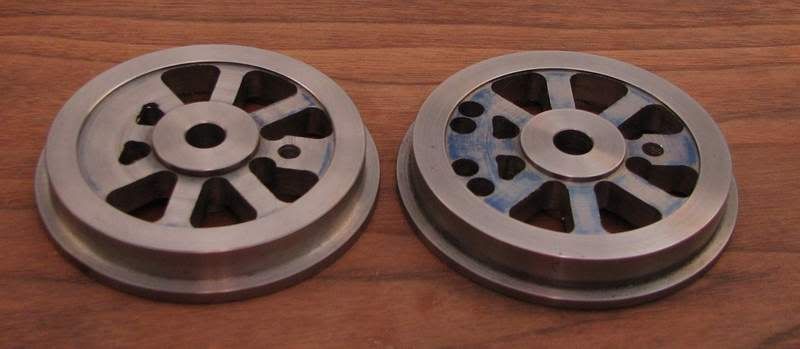
After getting it off the RT, this is what I have (three more to go).
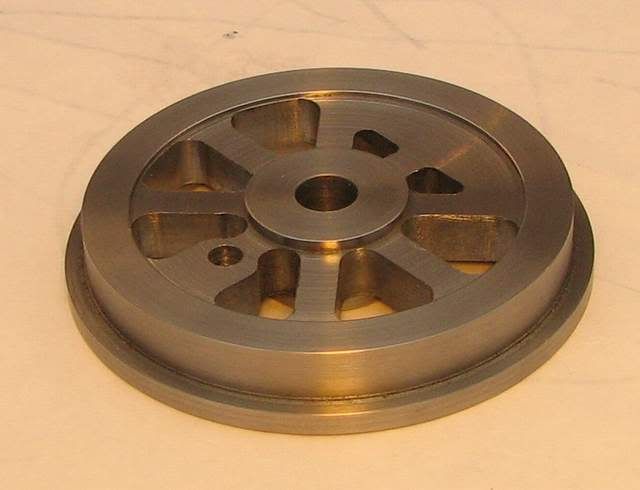
As said, it still needs accurate sizing and angle of the flange and surface.
For the very obervant: the drive pin hole (again I am open to suggestion for the regular English word!) is off by half a mm. As I kept this hole also still undersize (1 mm) I may be able to correct it. I have every intention not to remake this wheel! Also I need to try whether using the dremel to smooth the edges of the spokes results in nice looking spokes. Luckily no-one will pay close attention to the inside of the wheel, so I know where to test this.
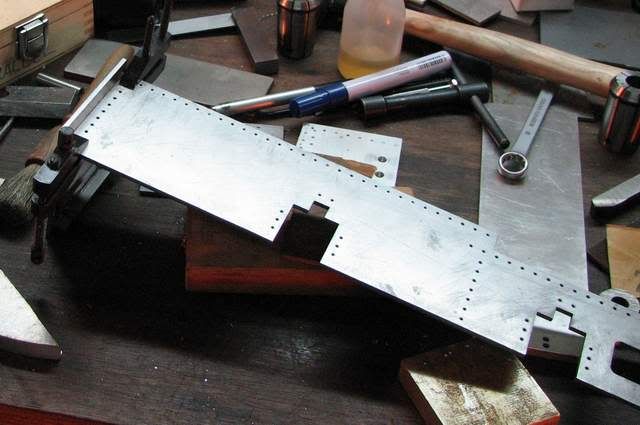
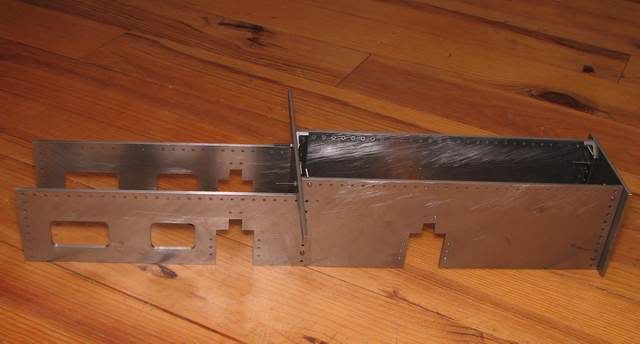
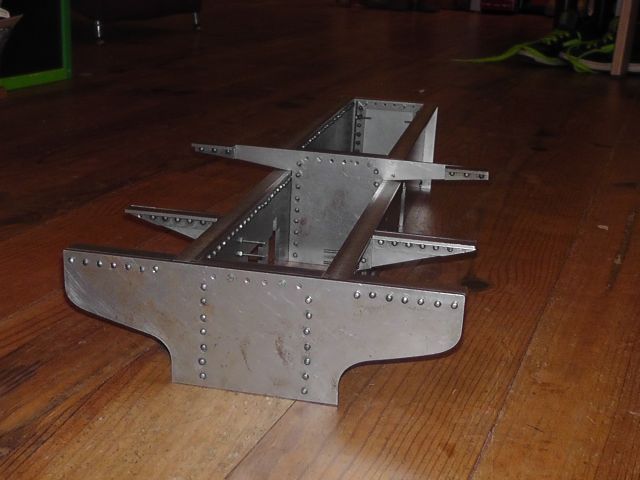
I have prodcued some parts of the frame, which I will show later on, but this is it for now.
Henk
I have to disappoint you - I am in no hurry. I intend to occasionally update my build status. The main use however will be that whenever I have a problem I can demonstrate what I am actually doing. Also, I have been helped here. I don't have much help to offer (hopefully that will change though), so I thought at least I can add some pictures of what I am producing.
So the "GEA" is a model that is built quite a lot here in the Netherlands. You may want to look at the movie, the first locomotive is a GEA at 1:02.
http://www.youtube.com/v/QmZu3O8Oa9A&hl=nl_NL&feature=player_embedded&version=3
The reasons for me to choose this loco are relative simplicity, it is not an exact model of a full sized loco (but very much modeled after this one : http://www.smalspoormuseum.nl/Materieel/Stoomlocs/stloc1.htm) so it is OK to deviate. Also it is a small size, so my machines should be big enough for it.
I will start off with the wheels. I get most of my raw material from the dump -recycling. It is in biking distance and I wouldn't know where else to get some of the stuff. For the wheels I found some ends of bar stock. Three lumps of various diameters (95 to 110 / wheel diameter appr. 72 mm), one of which was thick enough for two wheels. This meant that I know understand why you all love your bandsaw so much! However, for the amount of serious sawing that I need to do, I cant afford to use up the space. Anyway, being ends of barstock, it still had a material code on in, suggesting it was hot rolled steel. I have no idea whether it is relevant for the wheels yes or no so I use it. BTW, when I do finalize this project, I never expect to use it much /so I guess I should be all right.
It took me quite long to get the wheel turned to looking like almost real wheels. It seems that I did find out that the ends are not the nicest parts of a bar.... I am also not realy satisfied with the surface quality of the recess, or at least where I had to blend the two directions going in, an going out. Of course I tried to make this not that visible in the photographs!
I kept the rolling surface still straight and the axle hole 1 mm smaller. I left that for after milling the spokes. My reasoning was that I want the axle hole and the rolling surface (i do not know the proper englich word, but I guess you understand) to be turned in one setup. And for that I needed the spokes. I will make up a fixture so that I can screw the wheels to a plate through the spoke holes, and then mount the plate in the 4 jaw.
This is BTW, also the first time that I used the RT, other than making the adapter plate to hold the 4 jaw. .
Somewhere I hope that I would have figured out how to use the RT efficiently, but without a shadow of a doubt Bogs flywheel course helped me a lot.
After getting it off the RT, this is what I have (three more to go).
As said, it still needs accurate sizing and angle of the flange and surface.
For the very obervant: the drive pin hole (again I am open to suggestion for the regular English word!) is off by half a mm. As I kept this hole also still undersize (1 mm) I may be able to correct it. I have every intention not to remake this wheel! Also I need to try whether using the dremel to smooth the edges of the spokes results in nice looking spokes. Luckily no-one will pay close attention to the inside of the wheel, so I know where to test this.
I have prodcued some parts of the frame, which I will show later on, but this is it for now.
Henk
") I'm looking forward to seeing more as you go.
I'm looking forward to seeing more as you go.