




Cogsy
Well-Known Member
I have a need of making a reasonably large piece of aluminium fairly flat and smooth, so I decided to finally make myself a flycutter out of some horrible tool steel I have laying around (49 minutes to manually hacksaw through the 2" bar!). I think it turned out pretty good.

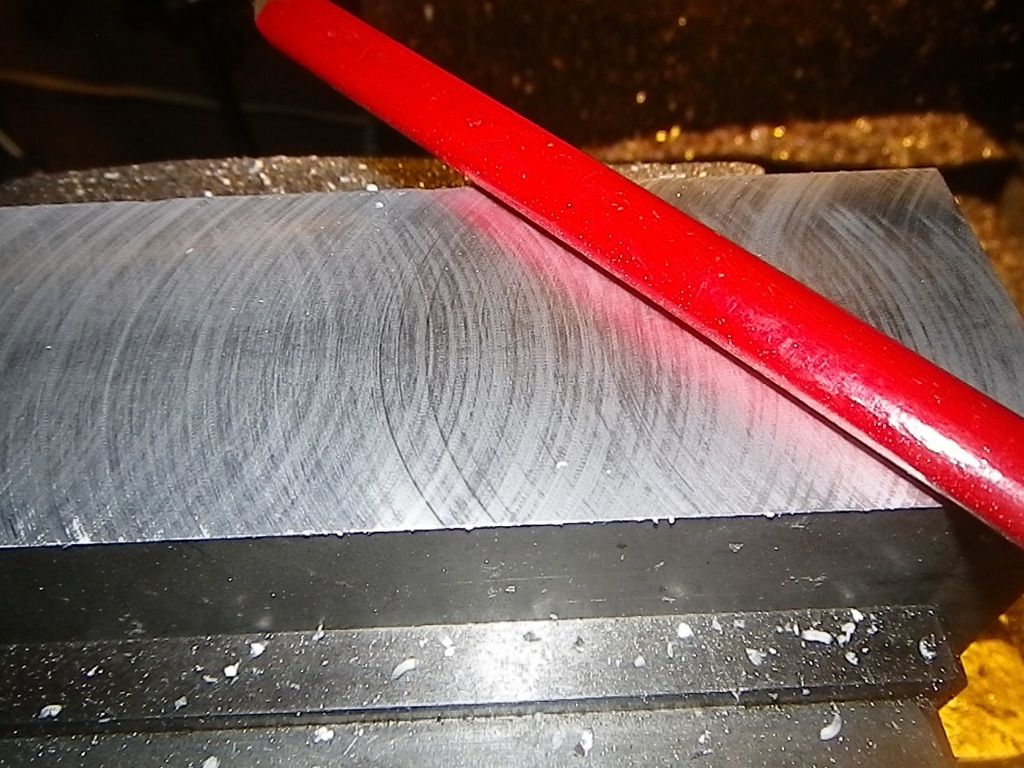
I tested it on some ali from the scrap bin and the photo below shows about the best finish I can get. Is this what I should expect or can I get a better finish from changing speed or depth of cut or tool geometry or something? I tried 1, 2 & 3 thou cuts at speeds from 500 - 950 ish rpm. It does feel smoother than it looks but I've heard talk of near 'mirror' finishes with flycutters, so I'm wondering how much better I can get it.
I tested it on some ali from the scrap bin and the photo below shows about the best finish I can get. Is this what I should expect or can I get a better finish from changing speed or depth of cut or tool geometry or something? I tried 1, 2 & 3 thou cuts at speeds from 500 - 950 ish rpm. It does feel smoother than it looks but I've heard talk of near 'mirror' finishes with flycutters, so I'm wondering how much better I can get it.









