- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
I've been talking about this in another thread under Tool Modifications and decided it properly belongs here.
I bought some SFU1605 Ball Screws with Ball Nuts on Ebay a couple of months back. These were threaded end to end so I had fit machined shafting on the ends to adapt them to my mill/drill. The ball screws are hardened but I was able to turn down the end with a carbide insert and finish it off with a small grinder attached to the lathe tool post.
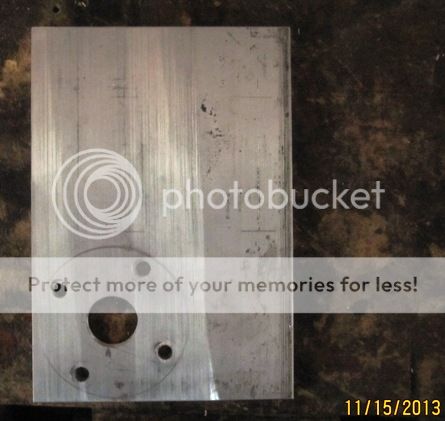
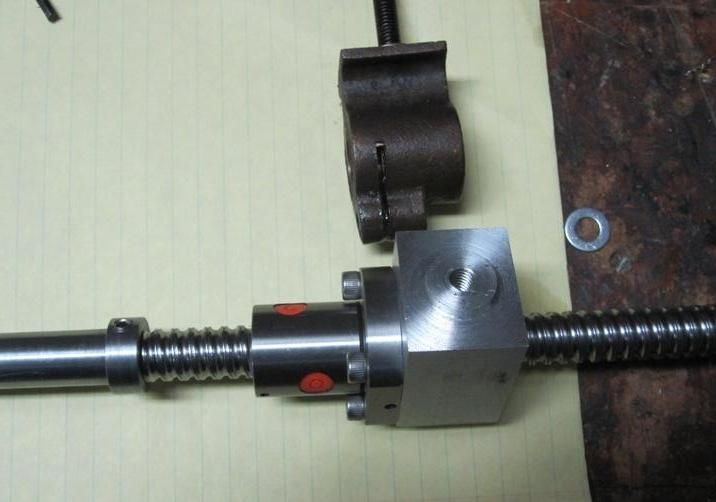
Here are some pictures of the Y-Axis that I've been working on the past couple of days. First picture is the exiting Y-Axis lead screw nut and the machined aluminum replacement that will attach to the ball nut.

Here's the original lead screw nut as it attaches to the Y-Axis Slide.

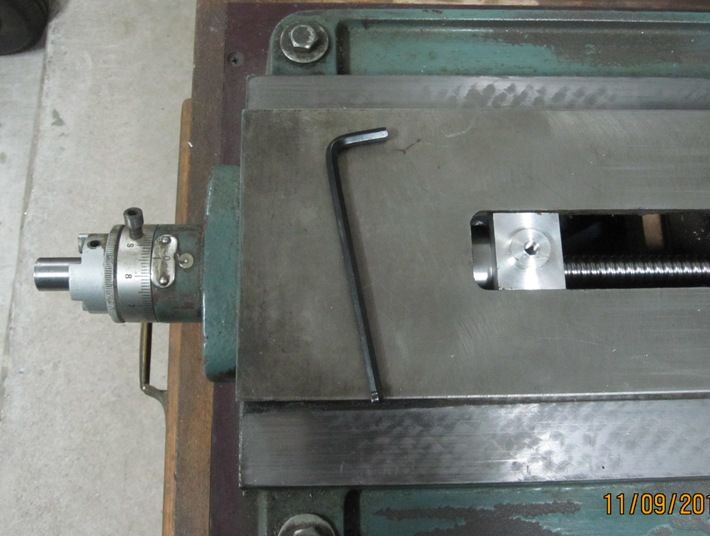
And here's the aluminum replacement shown in place...

And with the ball screw and nut in place...

Here's the ball screw with the end turned down. I actually had to extend the turned part another 1/4".

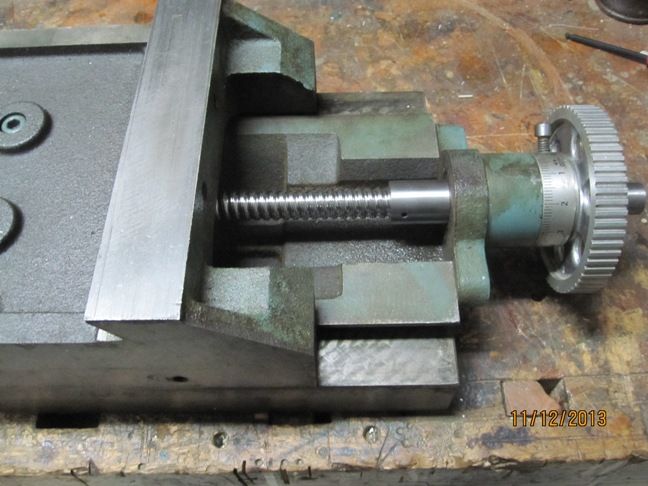
Here's the ball screw assembly with the machined extension attached. It was turned from 1" 12L14.

And with the attachment...
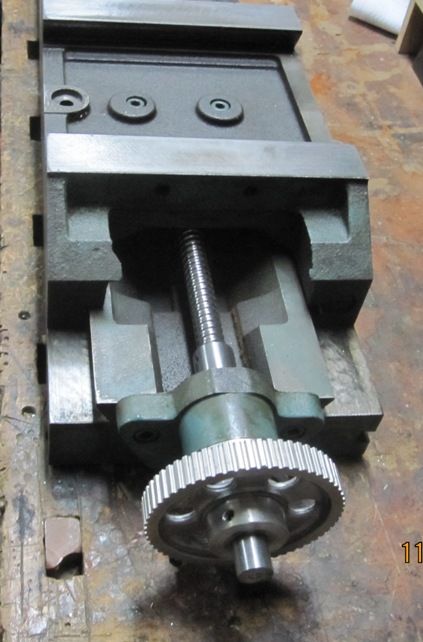
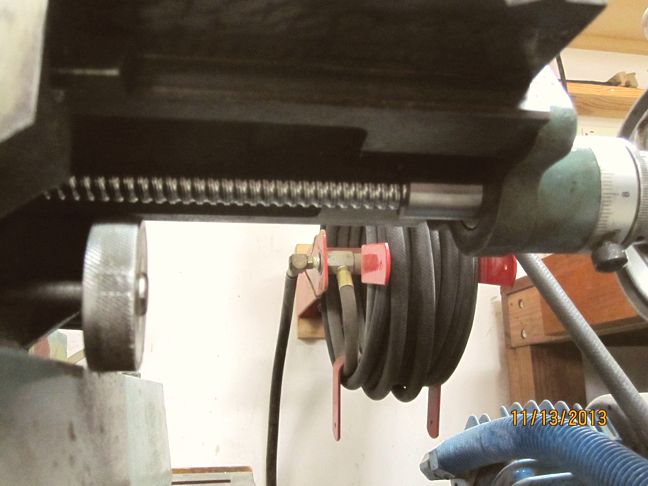
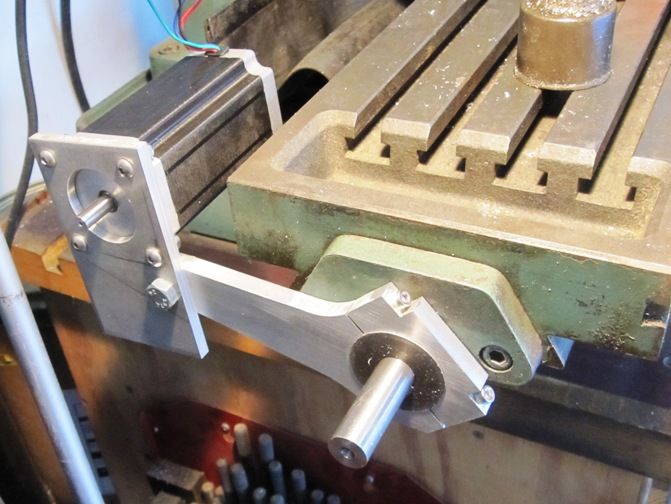
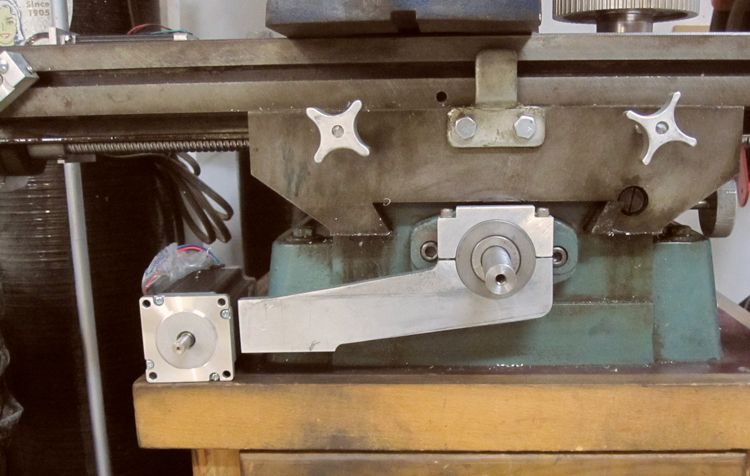
And here's a picture of the ball screw assembly in place...
Next I'll be working on the X-Axis...
Chuck
I bought some SFU1605 Ball Screws with Ball Nuts on Ebay a couple of months back. These were threaded end to end so I had fit machined shafting on the ends to adapt them to my mill/drill. The ball screws are hardened but I was able to turn down the end with a carbide insert and finish it off with a small grinder attached to the lathe tool post.
Here are some pictures of the Y-Axis that I've been working on the past couple of days. First picture is the exiting Y-Axis lead screw nut and the machined aluminum replacement that will attach to the ball nut.
Here's the original lead screw nut as it attaches to the Y-Axis Slide.
And here's the aluminum replacement shown in place...
And with the ball screw and nut in place...
Here's the ball screw with the end turned down. I actually had to extend the turned part another 1/4".
Here's the ball screw assembly with the machined extension attached. It was turned from 1" 12L14.
And with the attachment...
And here's a picture of the ball screw assembly in place...
Next I'll be working on the X-Axis...
Chuck