




With all the nice builds going on I thought I'd jump into the fray.
I thought I'd make Elmer's #6, Slider. It's a slide valve engine, basically the same that Zee made but without reversing gear. I'll be working with the 3 basic food groups: brass, steel and aluminum.
The nice thing about Elmer's engines is many are basically the same cylinder and valve layout. If you've made one you can make all of them, it will be very familiar territory.
Don't expect this to move fast, I get very little shop time.
Enough already. Let's get started:
Short version: I cut some brass and poked holes in it.
Long version:
I'm starting with the cylinder block, 360 brass. Basic operations, cut it then square it up and bring it to size. By the way, there won't be any secrets let out here or fancy tricks to be learned. I'm a hacker. I just whittle at metal until it resembles what I want.

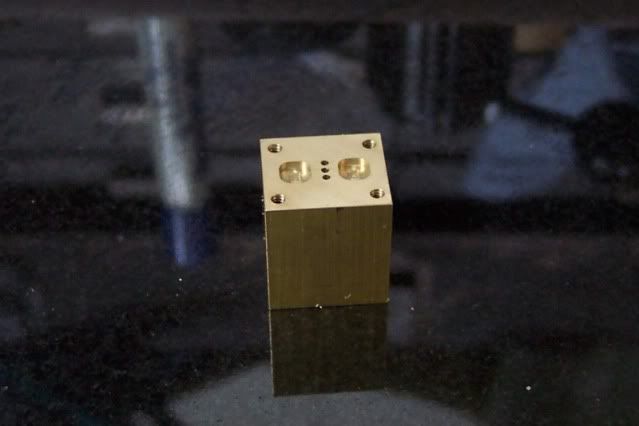
Once I got it to size it was time to put some holes in it. I just worked on one face today, starting with the valve. This thing is tiny. I probably should do this on the X2 instead of the Powermatic.

This is actually the second one I started. I ruined the first one, tapping the third hole I ripped out the threads. Dumb, I didn't feel the tap tighten up at the bottom of the hole and cranked it just a little too much.
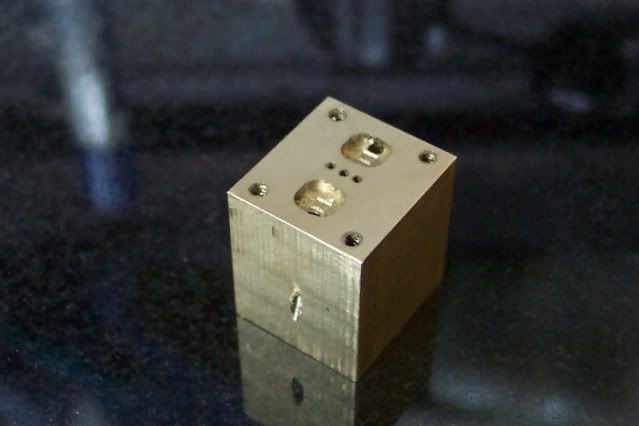
The holes have been successfully tapped and the exhaust holes have been drilled. Still need to drill the exhaust out the side. The pockets were milled out with a 1/8 inch end mill. Funny, the end mill looks huge next to the cylinder.

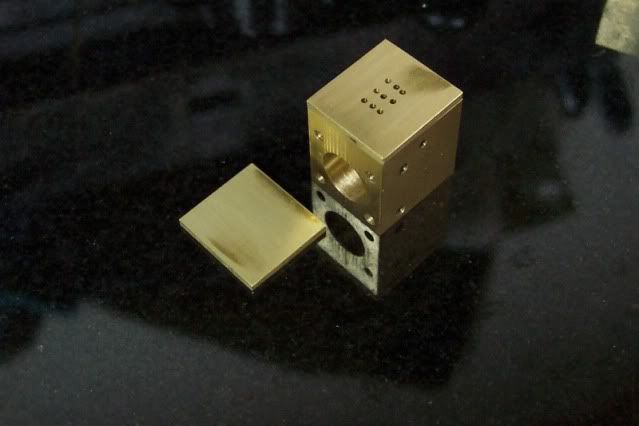
This face is almost complete. Next is to drill the angled holes to the cylinder ends but that will have to wait for another day.
I thought I'd make Elmer's #6, Slider. It's a slide valve engine, basically the same that Zee made but without reversing gear. I'll be working with the 3 basic food groups: brass, steel and aluminum.
The nice thing about Elmer's engines is many are basically the same cylinder and valve layout. If you've made one you can make all of them, it will be very familiar territory.
Don't expect this to move fast, I get very little shop time.
Enough already. Let's get started:
Short version: I cut some brass and poked holes in it.
Long version:
I'm starting with the cylinder block, 360 brass. Basic operations, cut it then square it up and bring it to size. By the way, there won't be any secrets let out here or fancy tricks to be learned. I'm a hacker. I just whittle at metal until it resembles what I want.
Once I got it to size it was time to put some holes in it. I just worked on one face today, starting with the valve. This thing is tiny. I probably should do this on the X2 instead of the Powermatic.
This is actually the second one I started. I ruined the first one, tapping the third hole I ripped out the threads. Dumb, I didn't feel the tap tighten up at the bottom of the hole and cranked it just a little too much.
The holes have been successfully tapped and the exhaust holes have been drilled. Still need to drill the exhaust out the side. The pockets were milled out with a 1/8 inch end mill. Funny, the end mill looks huge next to the cylinder.
This face is almost complete. Next is to drill the angled holes to the cylinder ends but that will have to wait for another day.






 )
)