- Joined
- Feb 17, 2008
- Messages
- 2,326
- Reaction score
- 440
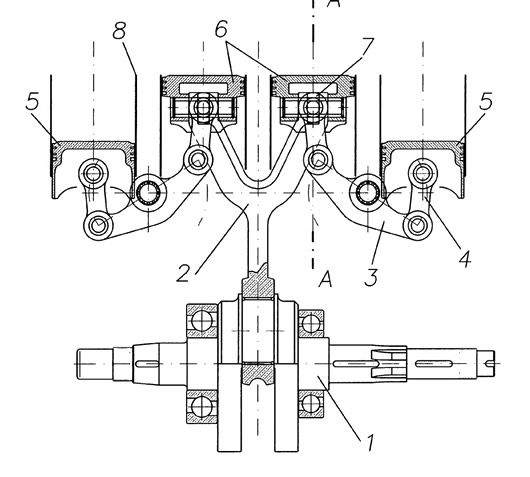
A few years ago there was a flurry of interest about the Ducati Elenore V8 motorcycle. A V8/lnline 4 patent drawing was released by the inventor of the engine. To my knowledge there were only two prototypes built. One a V8 of about 860 cc displacement and one an In-line 4 of 125 cc displacement. Both were installed in Ducati motorcycles and there are a few Youtube videos of them running. I don't know of any models being built.
I have found very little information on the engines. One page of the patent and the video model that I have attached to this post. A few general specifications and a few photos of the engines external appearance. Most everything else links back to these sources. A couple of little discussions on HMEM a few years ago went nowhere. I would welcome any additional information on these engines as I am far from being a master at searching the internet.
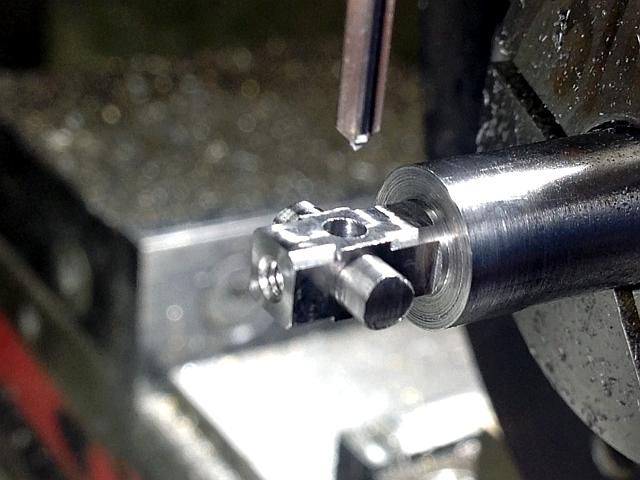
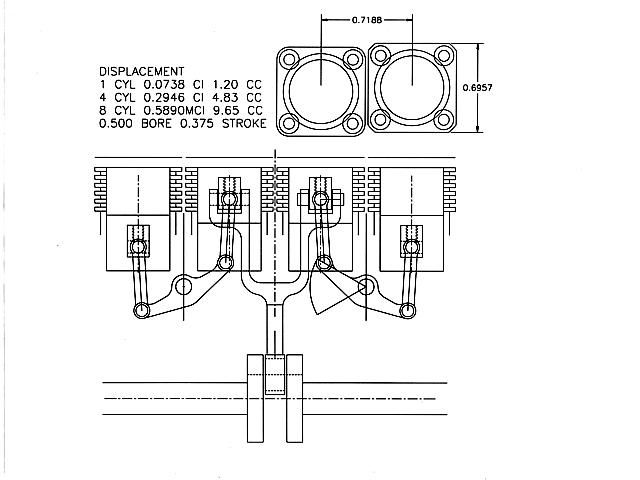
What I am thinking of doing is building a 45 degree slant 4 in line demonstration engine with an open crankcase so the motion can be seen. Design would be so everything could be mirrored and a second set of parts built that could convert it to a V8 if the inline 4 is successful. Only two parts should be troublesome. The forked main connecting rod and the piston with two intersecting orthogonal wrist pins. The wrist pins had me stumped for a while but I now think I have a way that will work. Everything else is standard design stuff.
All comments are welcome. I have not detailed out any parts yet. Just a few (bunch) of sketches.
Gail in NM
[ame]http://youtu.be/7E6KglXPmTs[/ame]
I have found very little information on the engines. One page of the patent and the video model that I have attached to this post. A few general specifications and a few photos of the engines external appearance. Most everything else links back to these sources. A couple of little discussions on HMEM a few years ago went nowhere. I would welcome any additional information on these engines as I am far from being a master at searching the internet.
What I am thinking of doing is building a 45 degree slant 4 in line demonstration engine with an open crankcase so the motion can be seen. Design would be so everything could be mirrored and a second set of parts built that could convert it to a V8 if the inline 4 is successful. Only two parts should be troublesome. The forked main connecting rod and the piston with two intersecting orthogonal wrist pins. The wrist pins had me stumped for a while but I now think I have a way that will work. Everything else is standard design stuff.
All comments are welcome. I have not detailed out any parts yet. Just a few (bunch) of sketches.
Gail in NM
[ame]http://youtu.be/7E6KglXPmTs[/ame]
Last edited:
")

 smooth_4cylinder.jpg
smooth_4cylinder.jpg