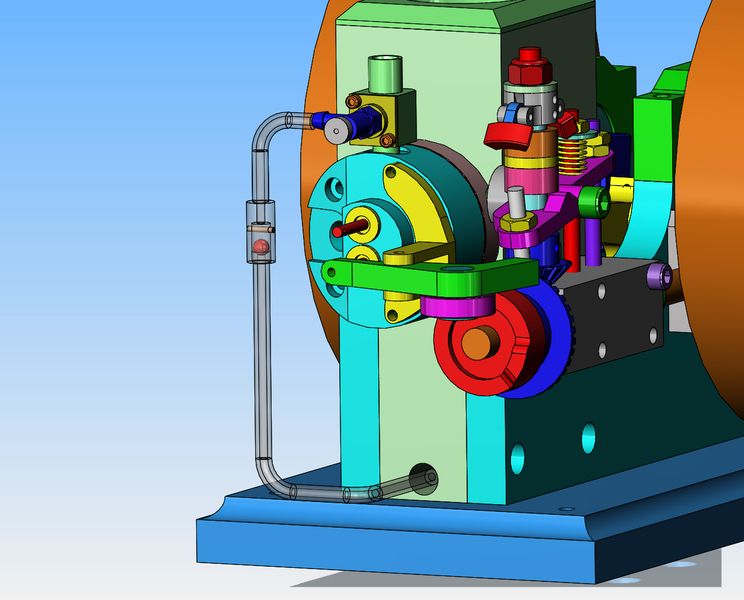
I haven't given a lot of thought about carburation nor exhaust yet. The rocker arm for the exhaust valve sets at the bottom of the head, so consequently the carburetor and intake valve will get the port closest to the top of the engine. I think that for a carburetor I will use a variation of Malcolm Stride's Jaguar carb, with the throttle removed and a solid carb body. My fuel line from the built in gas tank is going to run out from that hole in the very bottom of the cooling reservoir block, so it may be interesting getting a fuel line from down there up to where the carburetor is.