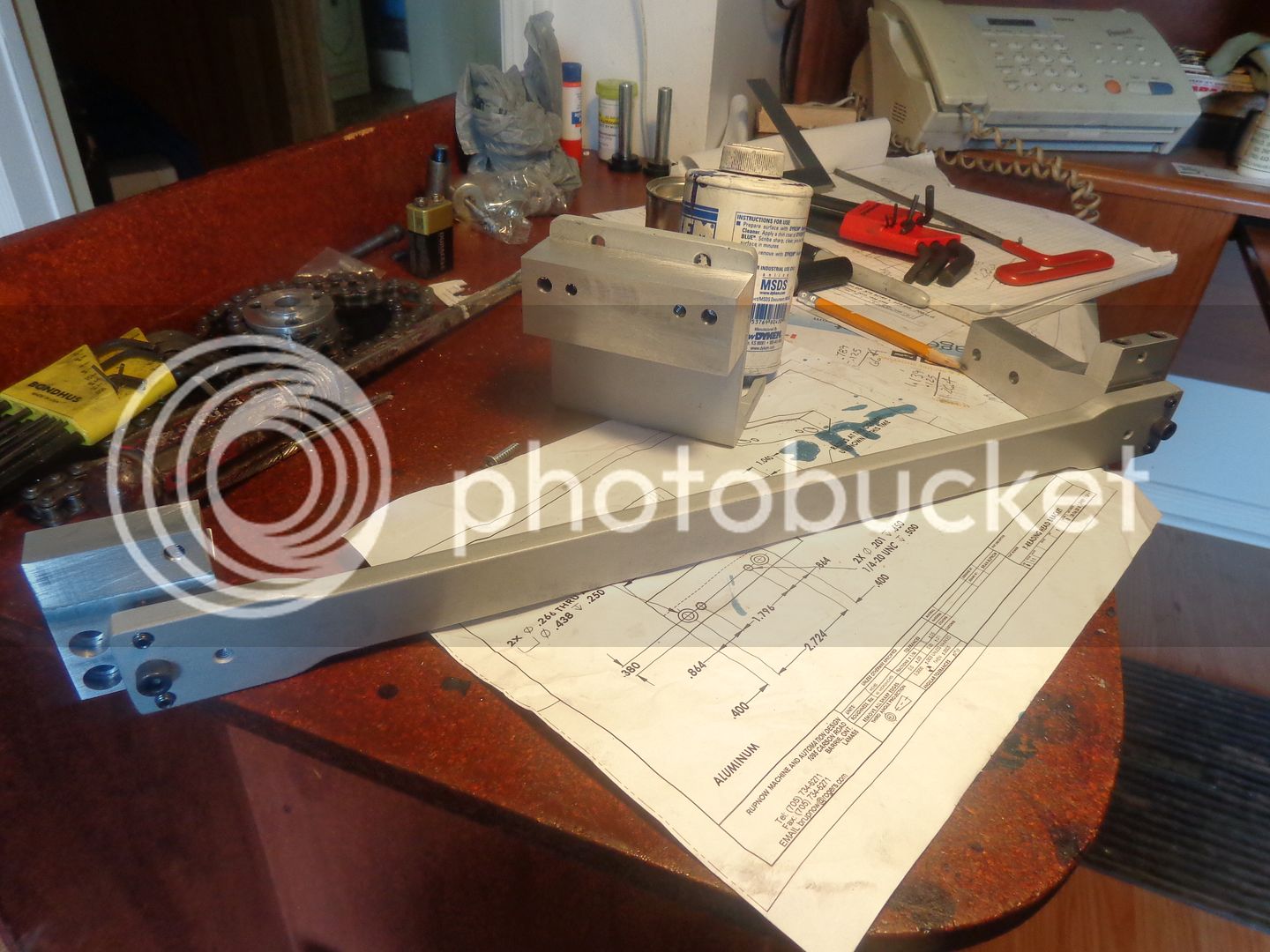
And that, boys and girls, is all of the brackets made!!! I haven't cut the contour on the two brackets that attach to the mill base yet. I'll save that for another day. The bracket on the right bolts to the face of the mill base, right beside the Y axis dial. The left side bolts to the side of the mill base, right in that nasty radiused area. The piece attached to the DRO angle bracket bolts to the carriage which fits between the mill table and the base. (The angle is facing the wrong way round in the picture.) The outstanding leg of the angle bolts to the underside of the Y axis read head. The bar setting between my brackets is supplied by the DRO guys, and you will notice it has jack-screws at each end to level it perfectly and to make it parallel with the Y axis travel. The guard bolts to the two 1/4"-20 tapped holes just above the bar.