kellswaterri
Senior Member
- Joined
- Oct 14, 2007
- Messages
- 117
- Reaction score
- 6
Hello all,
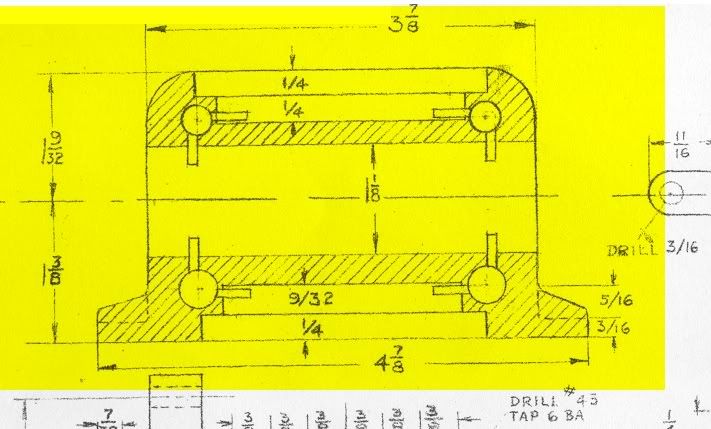
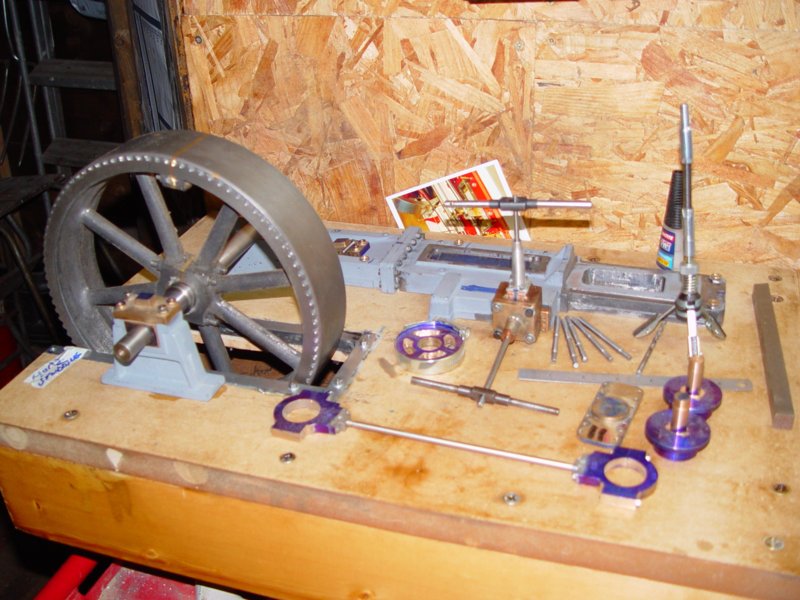
this is the Corliss cylinder that I will soon be starting on machining...
I need to machine and place porting slots as shown on the drawing...could I have your collective wisdom on the approach to this one Please.
All the best for now,
John.
http://i22.photobucket.com/albums/b329/corncrake/
seems to be the only way I can get this up on the web at the moment... the highlighted drawing is the cylinder in question...
this is the Corliss cylinder that I will soon be starting on machining...
I need to machine and place porting slots as shown on the drawing...could I have your collective wisdom on the approach to this one Please.
All the best for now,
John.
http://i22.photobucket.com/albums/b329/corncrake/
seems to be the only way I can get this up on the web at the moment... the highlighted drawing is the cylinder in question...