




- Joined
- Jan 19, 2010
- Messages
- 1,193
- Reaction score
- 41
In the process of Drafting plans for The TI4, I have encountered a stumbling block, or more of a stumbling head.
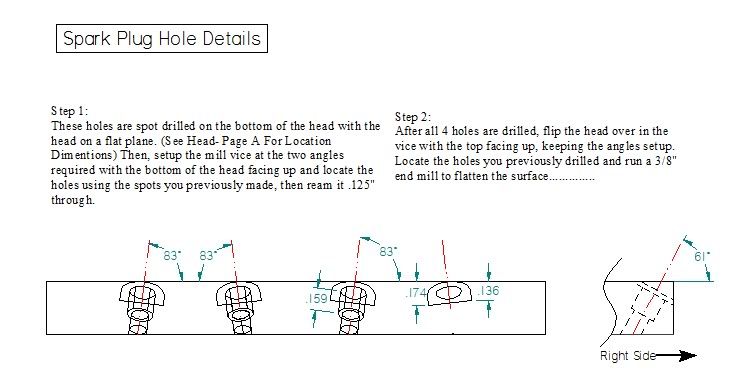
The spark plug holes are at a compound angle. The holes are located from the bottom of the head and reamed .125", then spot faced, countersunk, and threaded from the top. The problem is how do I determine the "Z" height of the end mill to get the correct depth for the spot face and all the other features. There is not a flat plane to dimension from.
When I made the head I determined the depth of cut by watching the end mill until the entire end mill was making a cut, or a circle was formed. Would it be to confusing just to write that down?
I included a drawing of the detail so far. It is not complete, hence this thread and the "..............." at the end of my description.
Kel
The spark plug holes are at a compound angle. The holes are located from the bottom of the head and reamed .125", then spot faced, countersunk, and threaded from the top. The problem is how do I determine the "Z" height of the end mill to get the correct depth for the spot face and all the other features. There is not a flat plane to dimension from.
When I made the head I determined the depth of cut by watching the end mill until the entire end mill was making a cut, or a circle was formed. Would it be to confusing just to write that down?
I included a drawing of the detail so far. It is not complete, hence this thread and the "..............." at the end of my description.
Kel