Us Sou-Western Druids have always held you mountain Druids in high esteem........ Gday Tel, thanks bloke, feeling like its starting to become something... yes Lakc, its alive... or at least I think so....
This post is a combination of a few days works so its a little bit all over the shop... so bear with me....
Firstly I finished the second crank half.... I have to admit right here that I wasnt happy with the first half. The alignment wasnt what I wanted and its because of this that I took time off from it to mull it over in my noggin... how could I ensure alignment even while being heated for silver brazing? Well, heres how.....
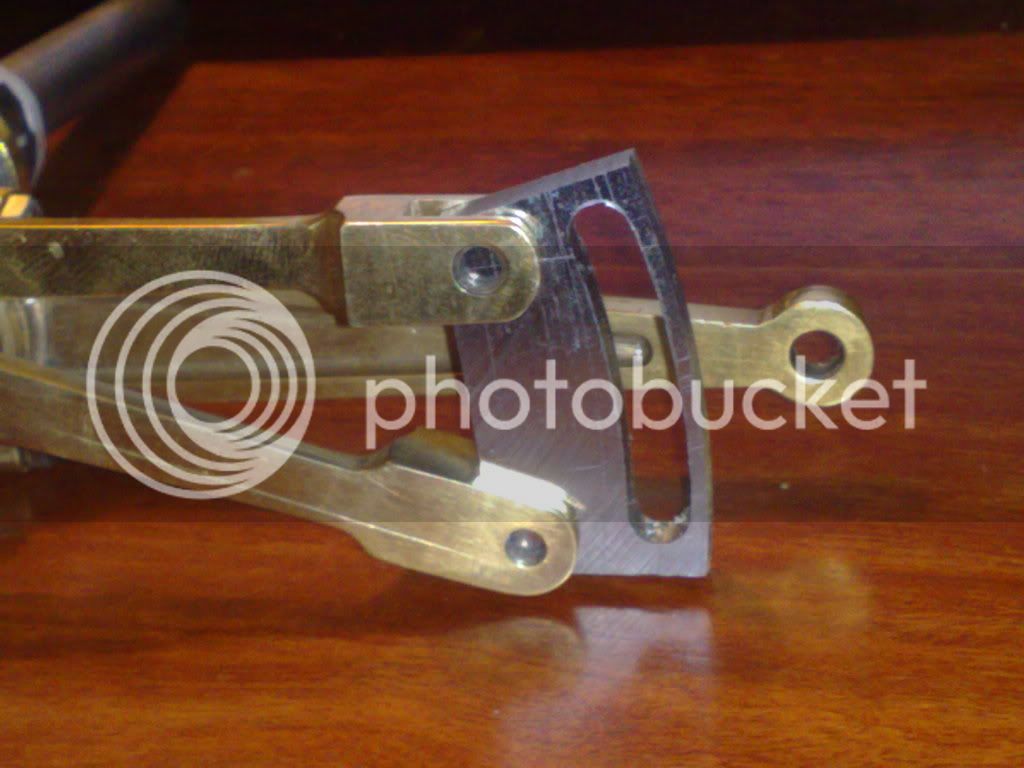
I measured the big end and main shaft gap and drilled a plate with the correct size holes using this gap.. then I split this apart so I had to half holes with identical spacing....
These plates I had already drilled with a clamping hole (see top of plate in prev pic) and when seperated, I tapped this with a 6 x 1mm thread and then added clamping plates....
Now you only have to worry about twist but as I had left both shafts way long, this was easy to eye ball. I also reamed the holes in the crank cheeks a tad looser to allow a little 'moverment'.
This worked brilliantly and today I sweated the No.1 crank half apart, reamed the cheeks and used this method to re-assemble it.... no error... a nice straight crank.... no pics cause its more of the same.....ok, just one then...
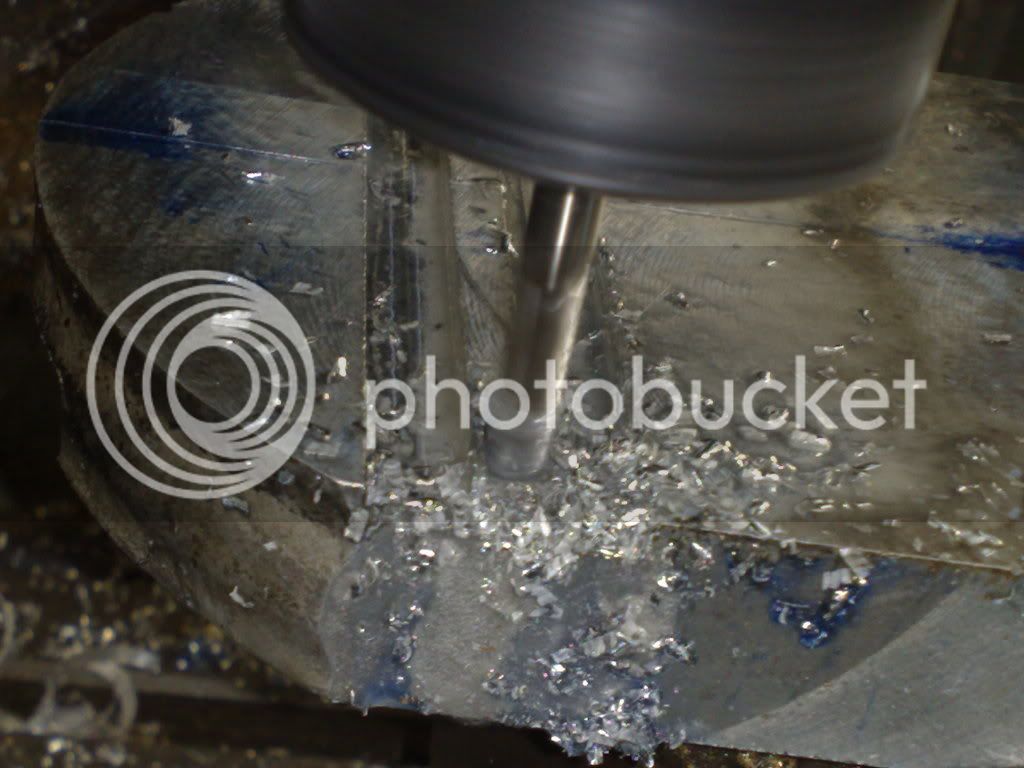
Then I deviated right away... I needed a pair of parralels for the reaming of the crank cheeks so I made a couple of pairs... the hard way..... :
")
I took some off cuts from the 5mm flat strap that made the reversing linkage plates and threw em into the shaper and made some flat edges....
turned em over and using a micrometer, trimmed em until I had two pairs of exactly parrallel plates... then I put them into the surface grinder and made em pretty. Ill take some pics tomorrow as they look like the real deal.... but they are mild steel. I can see an advantage of this... drill bits wont chip if they touch them... and I can make more very easily...
So that was yesterday... (sweating of crank No.1 was today..) today I decided to make the plug for casting of the base plate that will house the entire engien and allow it to be bolted into the hull.
Nothing dramatic here, n fact quite the opposite... pretty plain plug, 9mm flat plate with soem 3mm detail glued to it....
I have only given this a base coat so far or ai would have a cast plate by now.... ran out of time... again..... Ill dry this, sand it soem and give it its final coat.... then.... casting......
Enough, its 10.30pm and Im tired..... later all...
Cheers
Rob T