Hello guys!
You may observed that the spark plug body was machined on a CNC lathe. Maybe this would not be the right thread to talk about that but, once this is associated to this engine building, I will tell you a bit about this machine.
It is a SIEG bench top 8 tool turret slate bed CNC lathe. I have purchased this machine a long time ago but the machine I originally received did not worked. The Sieg company in china tried to fix the lathe from China sending me several versions of the control program. I spent almost 4 months doing what they were asking to do without any progress.
Finally they decided to recall the machine so I returned it to the local Brazilian dealer. After 4 more months they sent me a brand new machine (working machine).
well, this time the machine is running very well, I did several tests on it with very good results.
I did some tests to practice my ability to write the G Code program as well as to test the machine.
See sample and videos of the tests bellow.



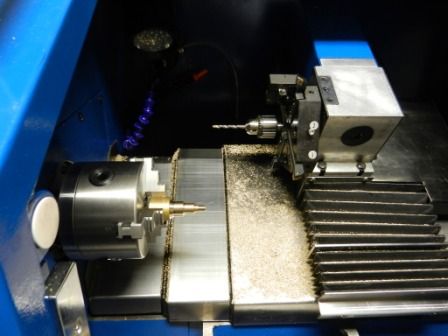
A couple of pictures of the machine. The black thing sitting on top of the machine is a Lap Top computer that I`m using to control the machine


Here you have a better view of the 8 tool turret. It has 4 external and 4 internal tool post
And here a video of one of the tests
[ame]https://www.youtube.com/watch?v=3kMRtjMks9o[/ame]
Based on my experience with this machine so far, I can tell you that I`m happy with it.
The only part of my current project (Tiny 4 inline) that I have machined on this lathe so far, was the Spark Plug body.
Thanks for following this thread and posting appreciated comments
Edi


























")












