Brian
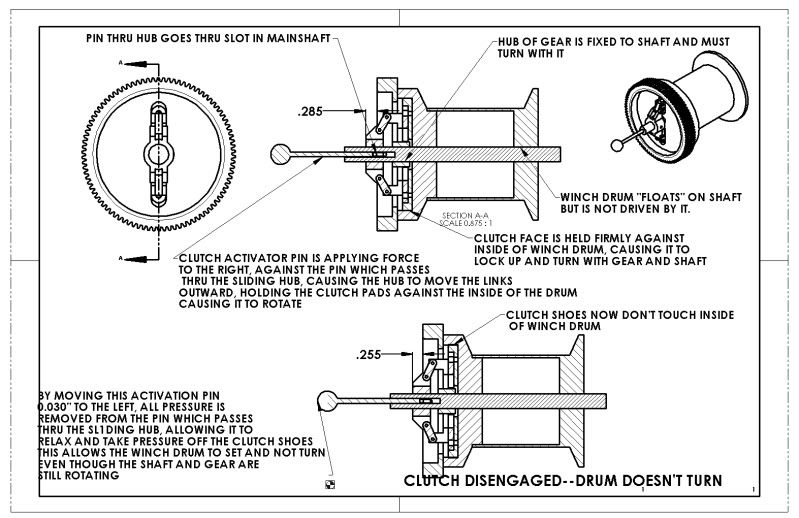
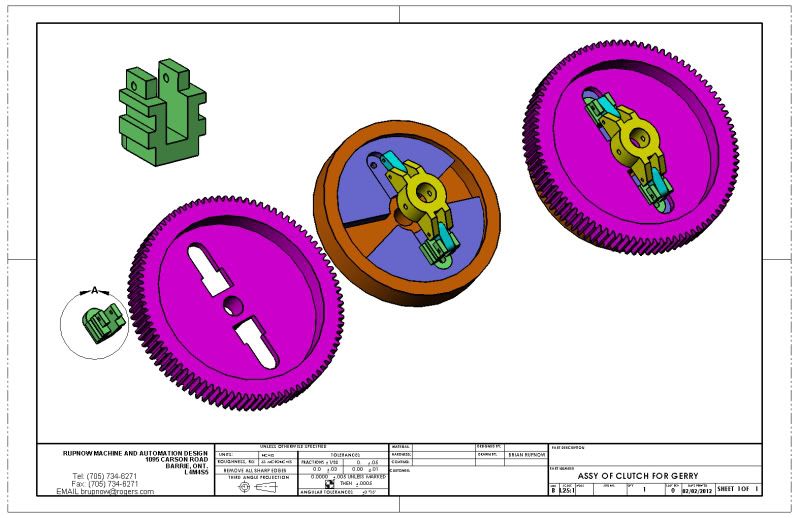
I hesitate to point this out as I don't want to seem overly critical but there are a few things that you may have missed in my design. I did not emphasize it in my post but the clutch friction plate should expand outward and not be pressed axially against the clutch drum. In the AmHoist design as shown in a photo in reply #22 of my donkey build, the slider at the outer end of the expansion link, has a flange that slides on the gear web and absorbs axial thrust. My version of that slider shown on reply #23 has a similar flange. I also found that the pivot point for the link to slider (outer end of the link) needs to be below the surface of that flange to prevent the whole thing going cockeyed. You will see that on the original as well as my version.
As you will find when you begin to test this winch, axial thrust will cause all sorts of problems. For example, the gear must be prevented from rubbing on the clutch drum flange and the Winch drum which is integral with the clutch/brake drum must be isolated from all axial loads. If I had a half dozen of those nifty little ball thrust bearings, I would use them on this.
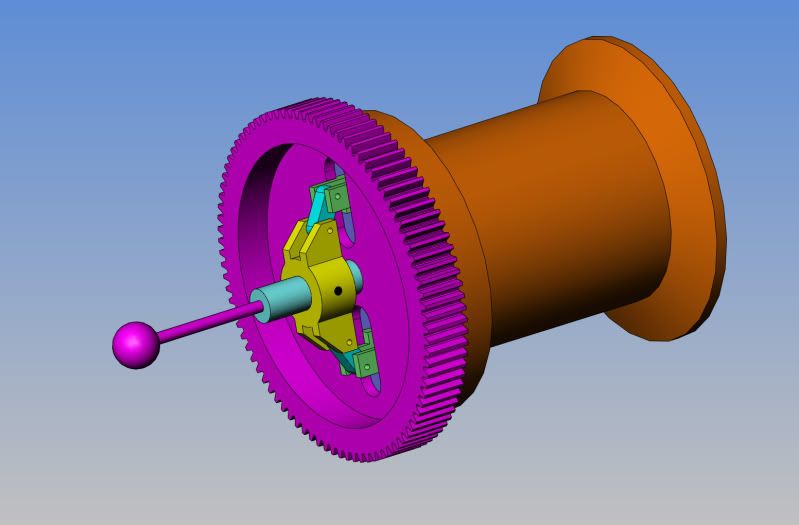
I felt that I had to mention this because that gear and clutch drum represent a sizable investment in brass, as you well know. I worked some of this stuff out in aluminum before putting tool to brass.
Jerry








") :
:
