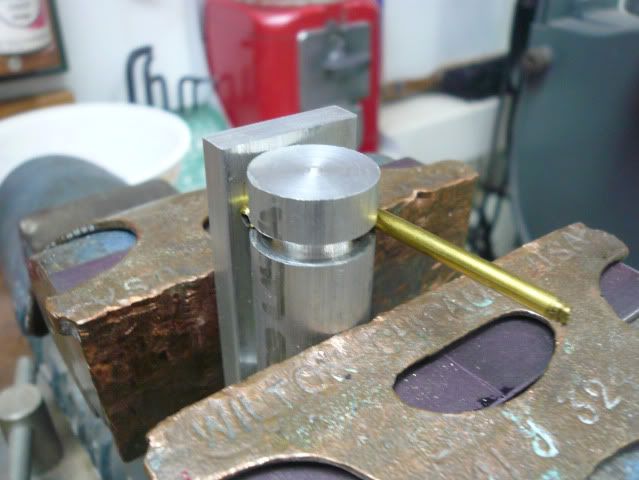
Tried bending brass tubing. Failed! This is the brass tubing from the hobby supply that telescopes.
9/32 (.281) tubing.
Anneled it.
Filled it with bismuth.
When i try to bend it, it cracks the tubing right off. When i try with the tube empty, the tubing just folds right up.
Should i try some other tubing or maybe some half hard copper?
I have seen alot of bent tubing on this board. What type of tubing are you using?
9/32 (.281) tubing.
Anneled it.
Filled it with bismuth.
When i try to bend it, it cracks the tubing right off. When i try with the tube empty, the tubing just folds right up.
Should i try some other tubing or maybe some half hard copper?
I have seen alot of bent tubing on this board. What type of tubing are you using?
") )
)