- Joined
- Nov 14, 2009
- Messages
- 675
- Reaction score
- 104
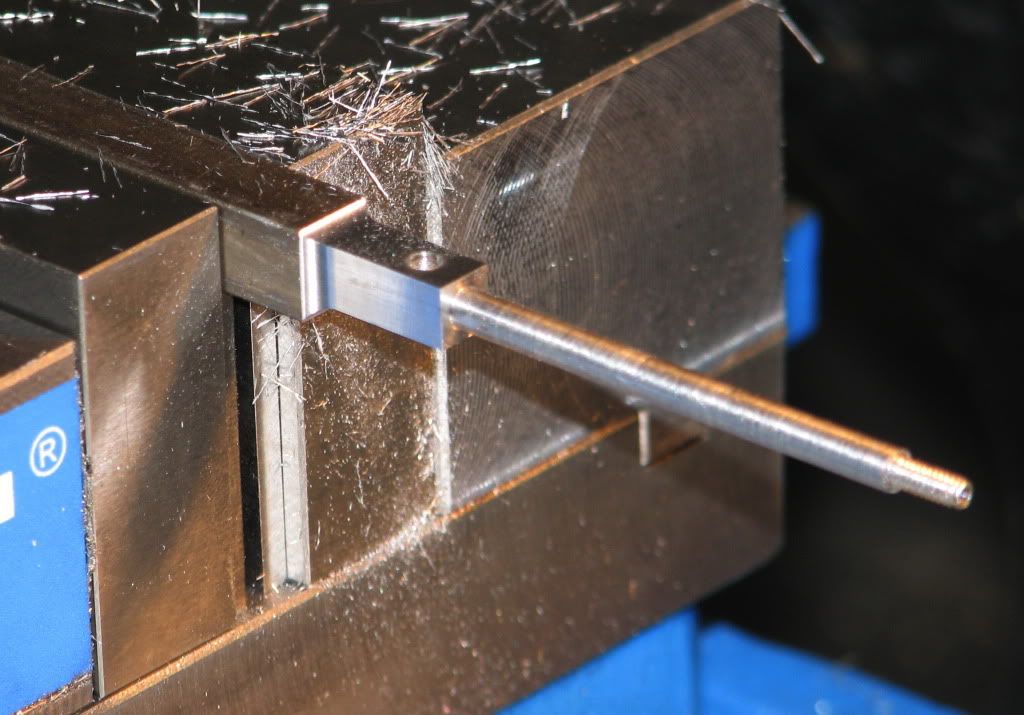
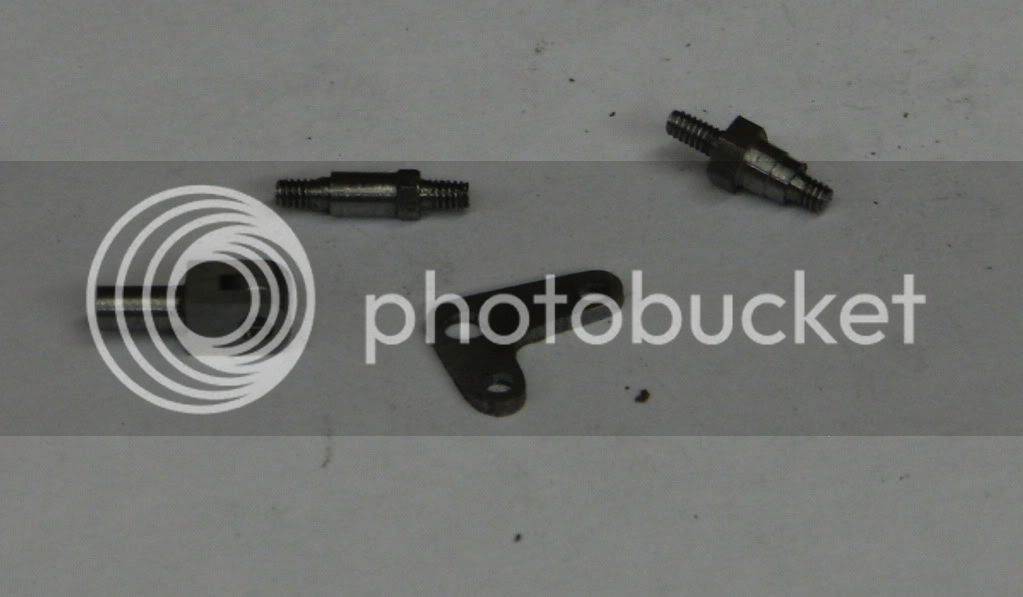
Hi,this is looking good Tux,I built my crankshaft up,locktiteing the shafts to the webs and setting them in a pair of matching v-blocks till set then pinning,came out ok,I didn't fancy silversoldering as i try to keep away from heating things up if possible.
Don
Don