Well after some time off for a short vacation, time spent adding a DRO to my mill and a few side projects I got started on my next (second) engine. For this project I have selected Gerry's Beam Engine. I selected this partly because a number of parts are on a smaller scale than on my first engine and I expect this will force me to improve my skills. I do not expect to follow the plans exactly. I will be making some changes to suite my tastes and tooling.
I will not document every little detail of the build but will post on parts that I think are more interesting or that I find difficult. Please jump in and offer suggestions on better or just different ways of doing things. I want to learn!!!
Without further introduction lets start the project.
I decided to start with the fly wheel partly because I had the material on hand and did not need to wait for my metal order.
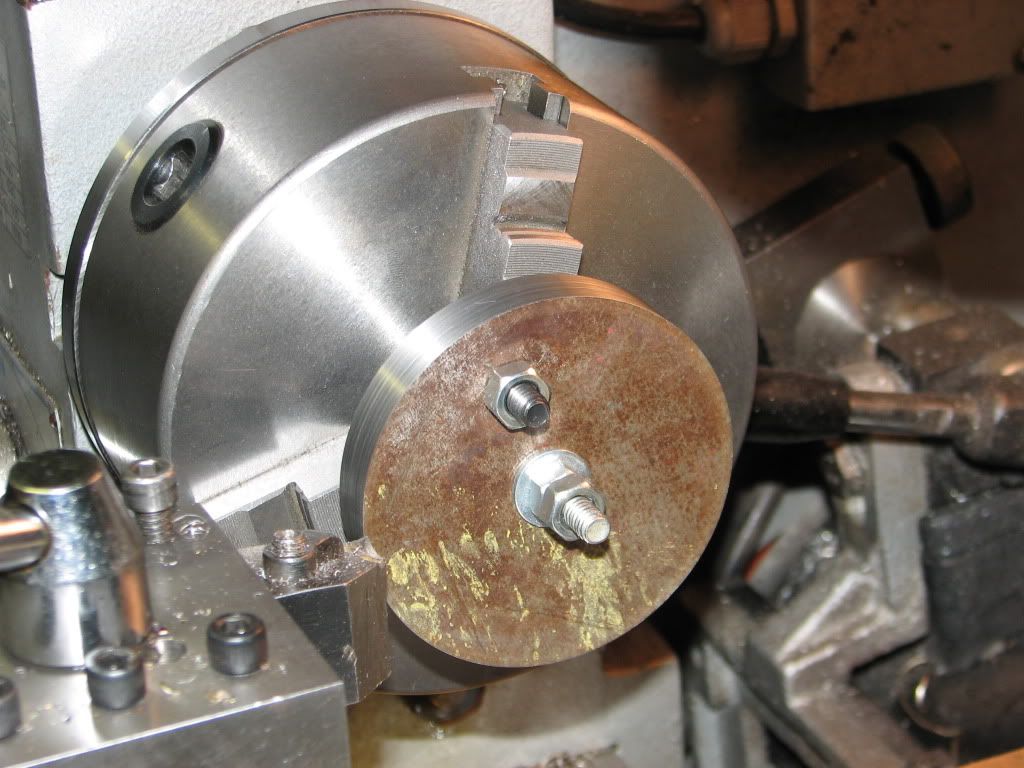
I started by cutting an octagon form some 1/2 inch mystery steel plate. I drilled a hole in the center that was a close fit for a 1/4 inch bolt plus another 1/4 inch hole in the area that will be removed for the spokes. With a 1/4-20 bolt in the jaws of my chuck with the head of the bolt against the inside of the jaws and a socket head cap screw and nut in the second hole to function as a drive dog I mounted the plate as shown below.

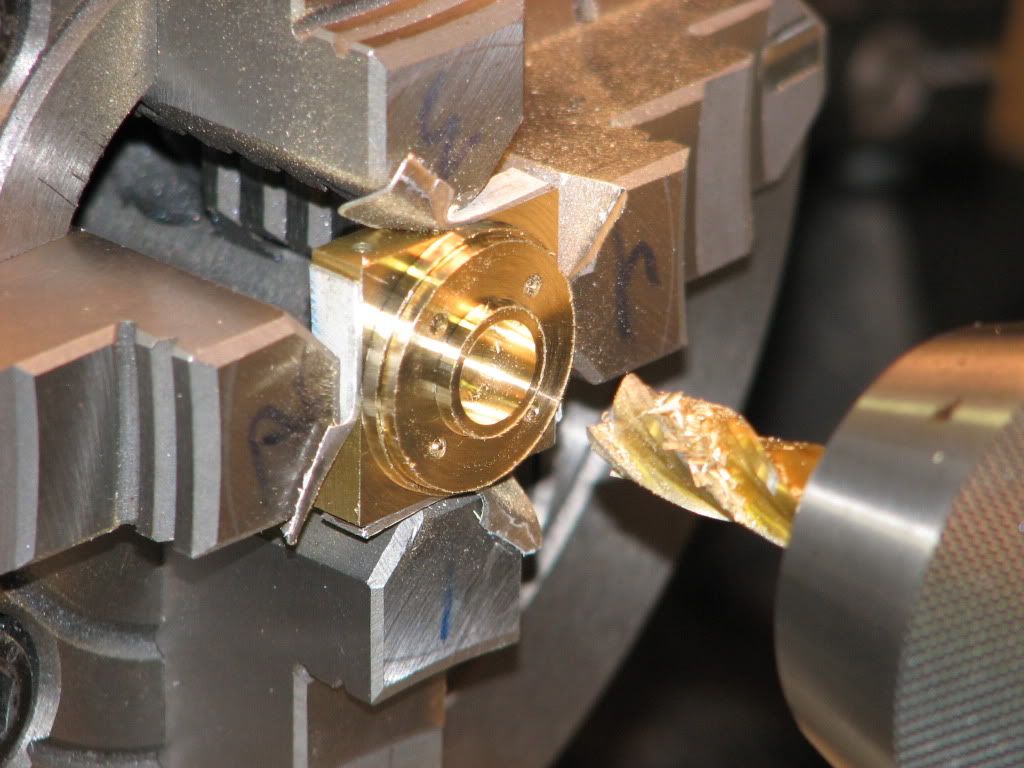
I found that light cuts with a carbide insert tool worked better than the HSS tool shown above.
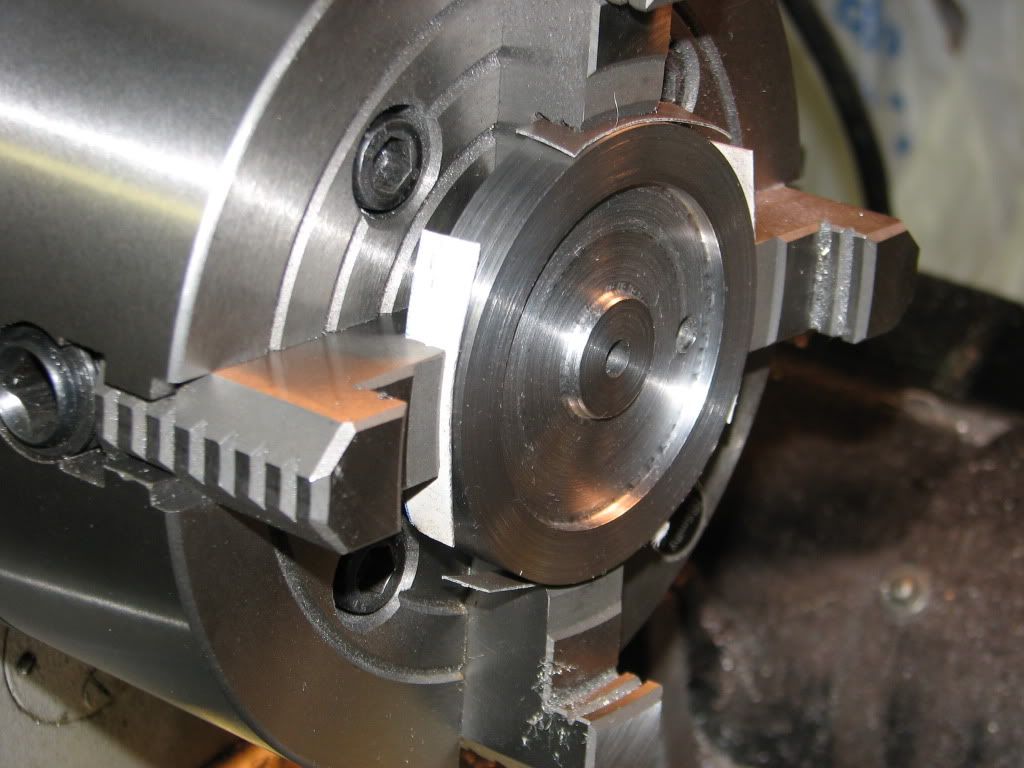
After turning the outside to the required 3 inch diameter is switched to the 4-jaw and faced the part and turned the recess that will be the spokes. I am not real happy with the surface finish.
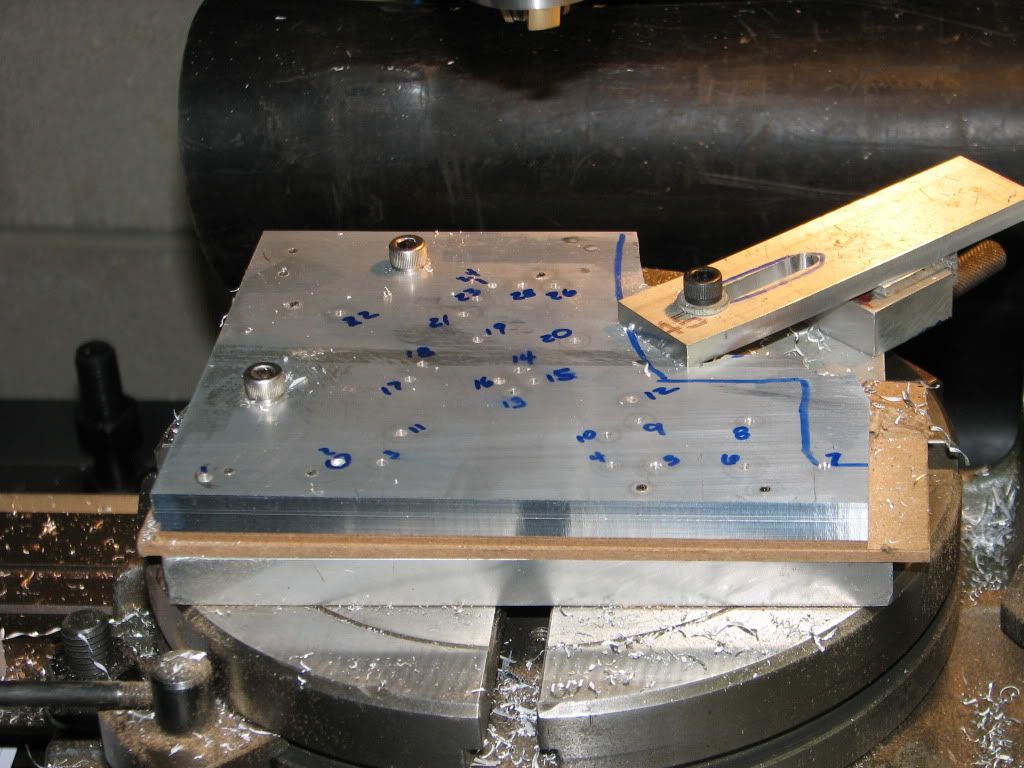
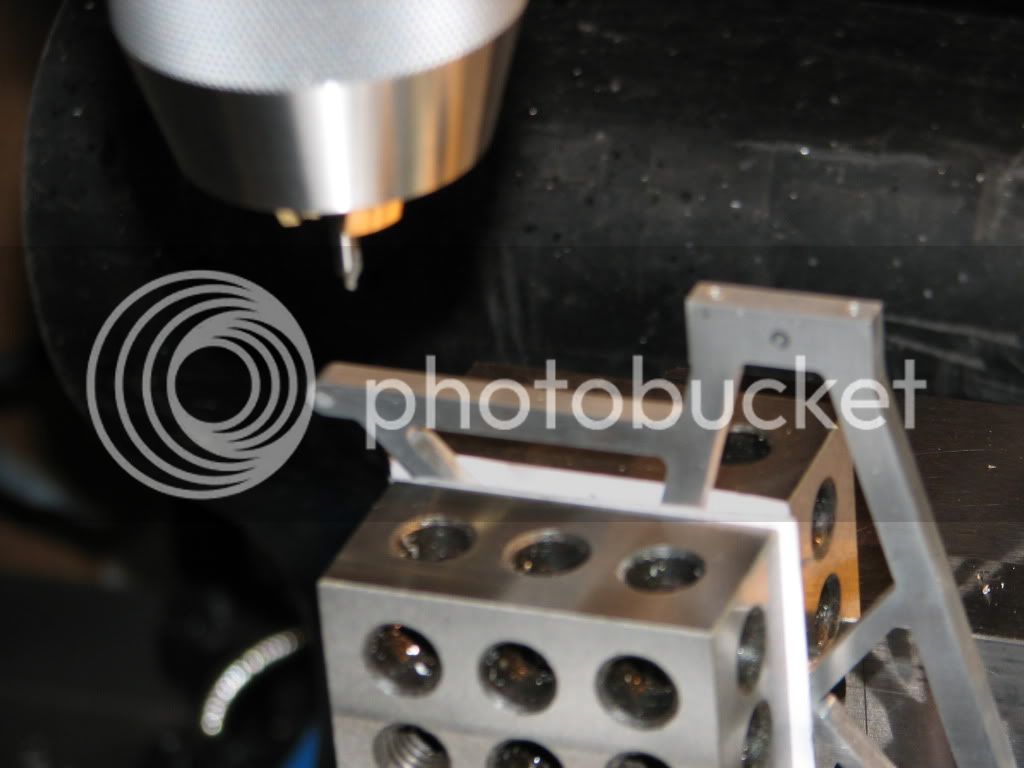
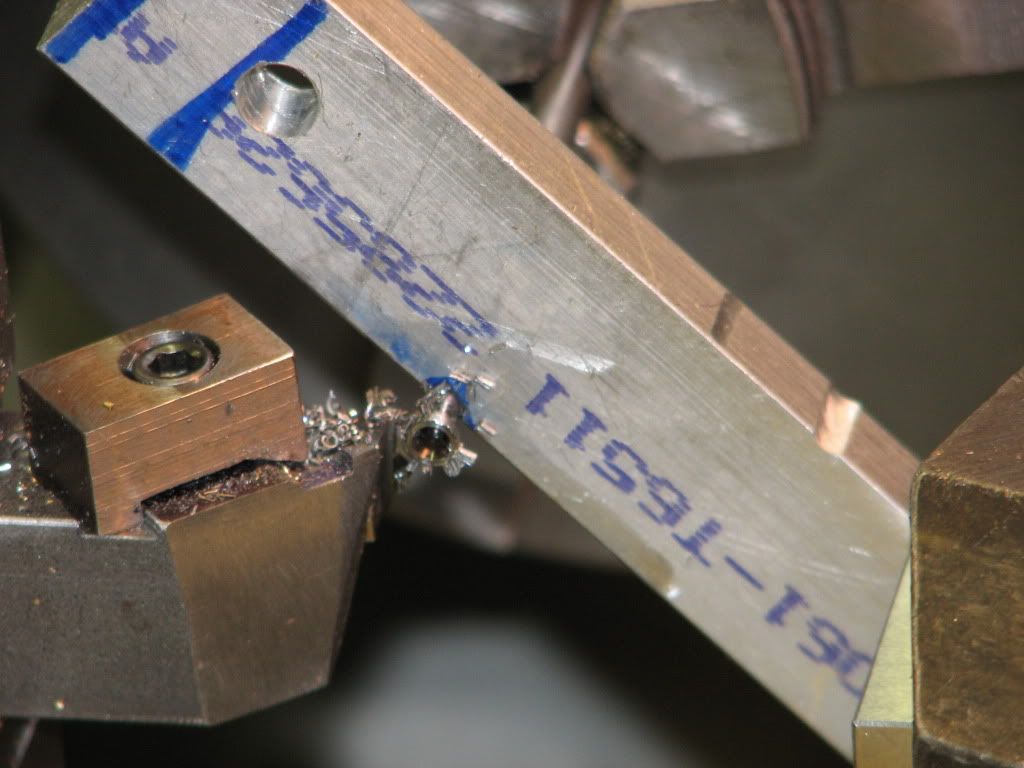
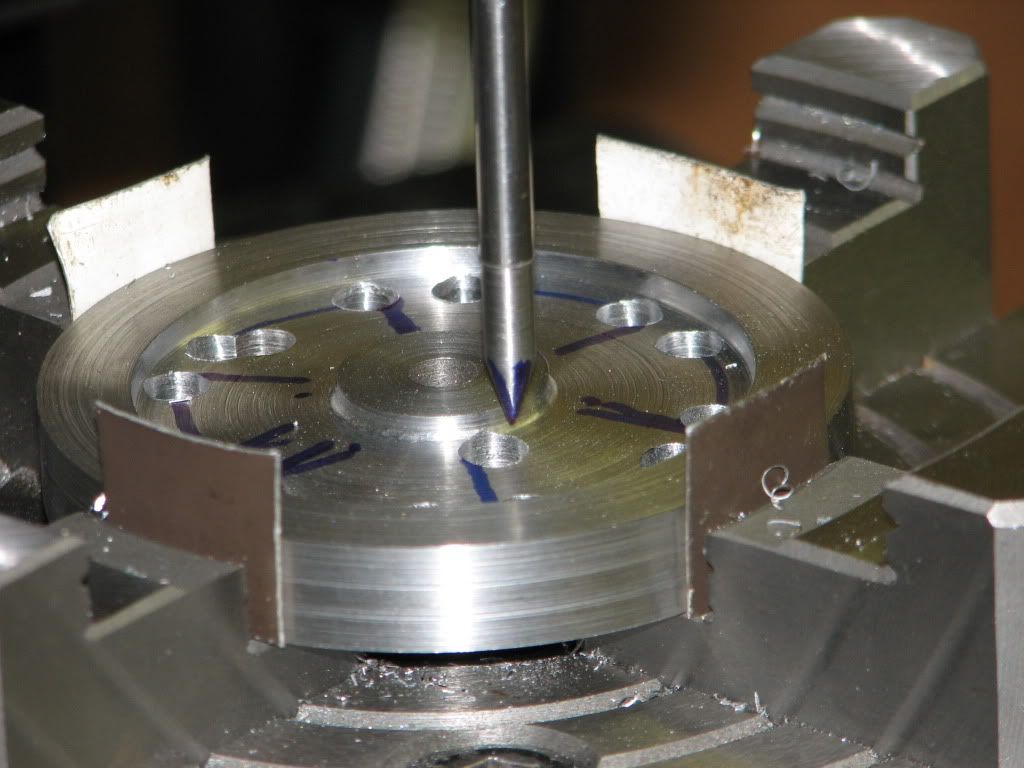
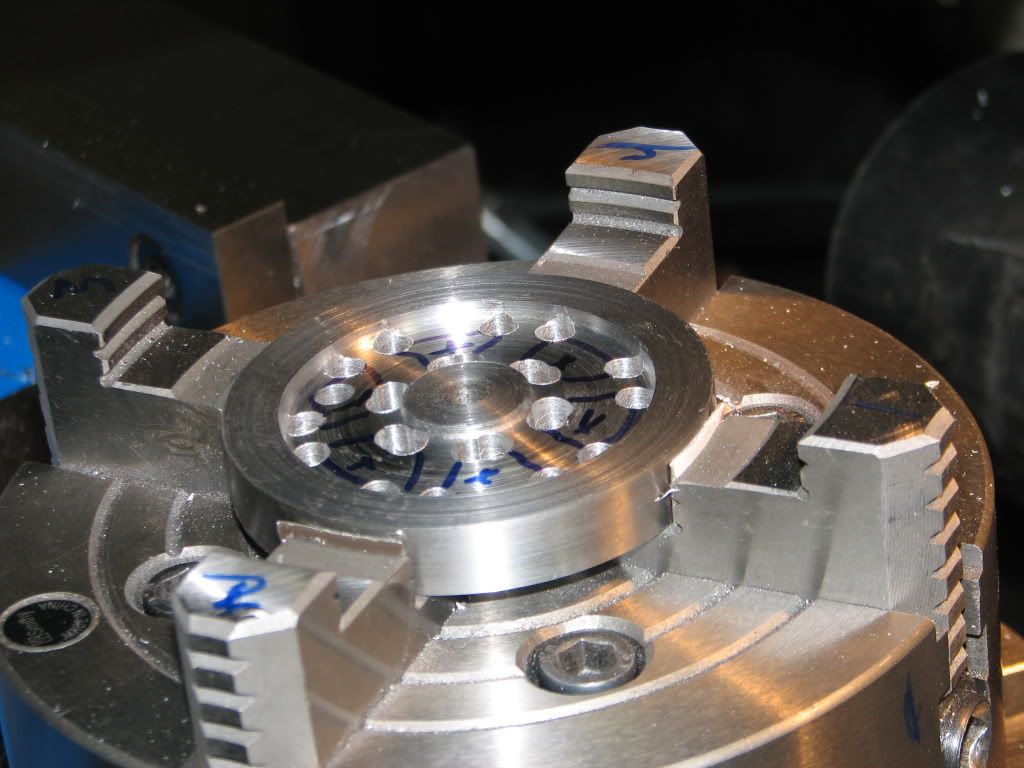
Next over to the mill with the 4-jaw mounted on the rotary table. I started drilling holes near the corners of the openings between the spokes. I used the rotary table to drill the holes near the rim then went to the holes near the hub. I miss positioned the first hole near the hub. The pointer in the next photo is where the hole should have been ... Time to remake the part.
... Time to remake the part.
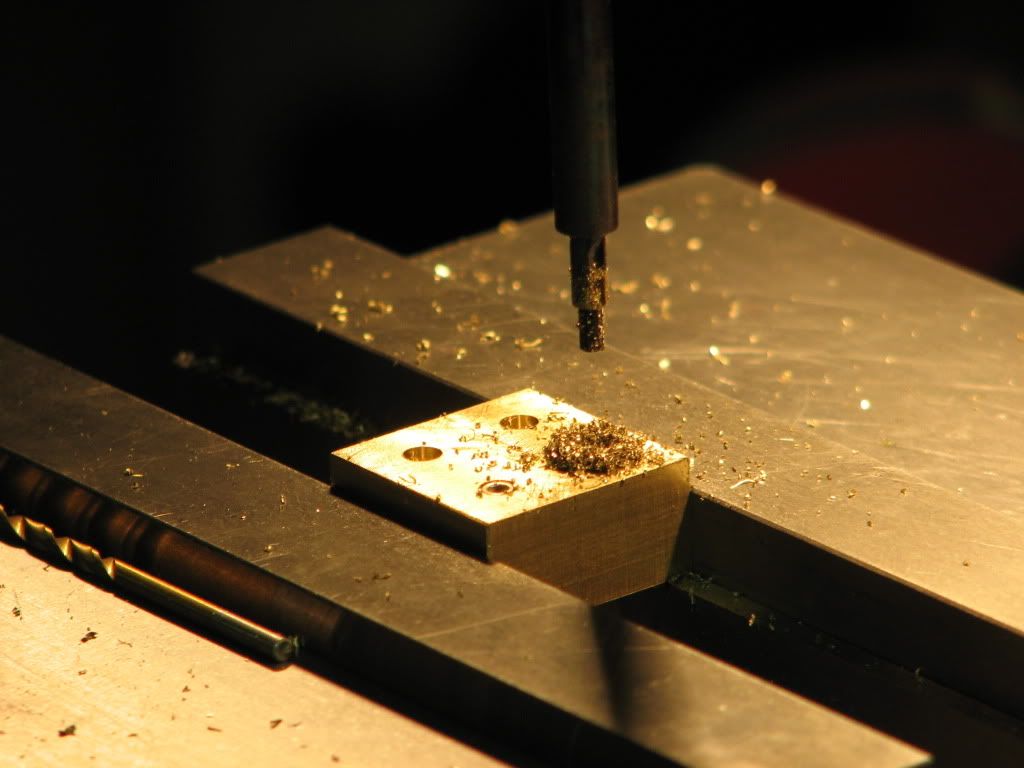
I repeated my steps (no new photos) and this time I used the DRO bolt circle function to drill the holes. The second hole near the hob was "drilled" with center cutting end mill since it overlapped the first hole. The marking on the part is to help me avoid cutting in the wrong place.
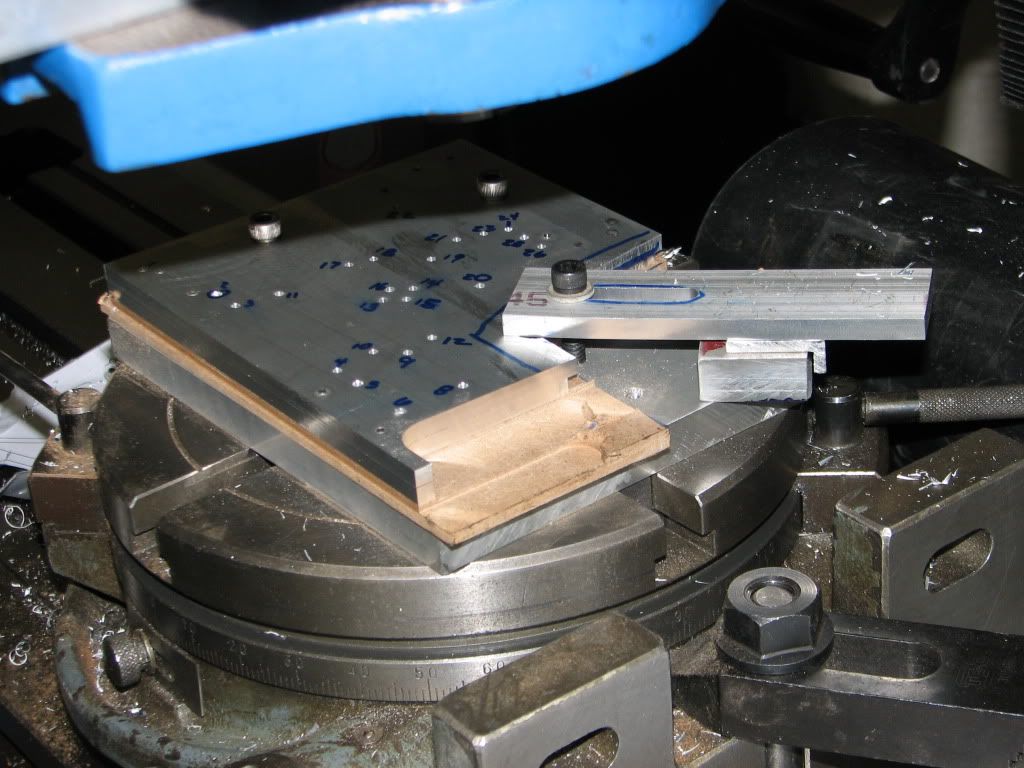
Next I used a 3/16 end mill to rough cut the openings between the spokes. I put a 2 degree taper per side on the spokes for looks.
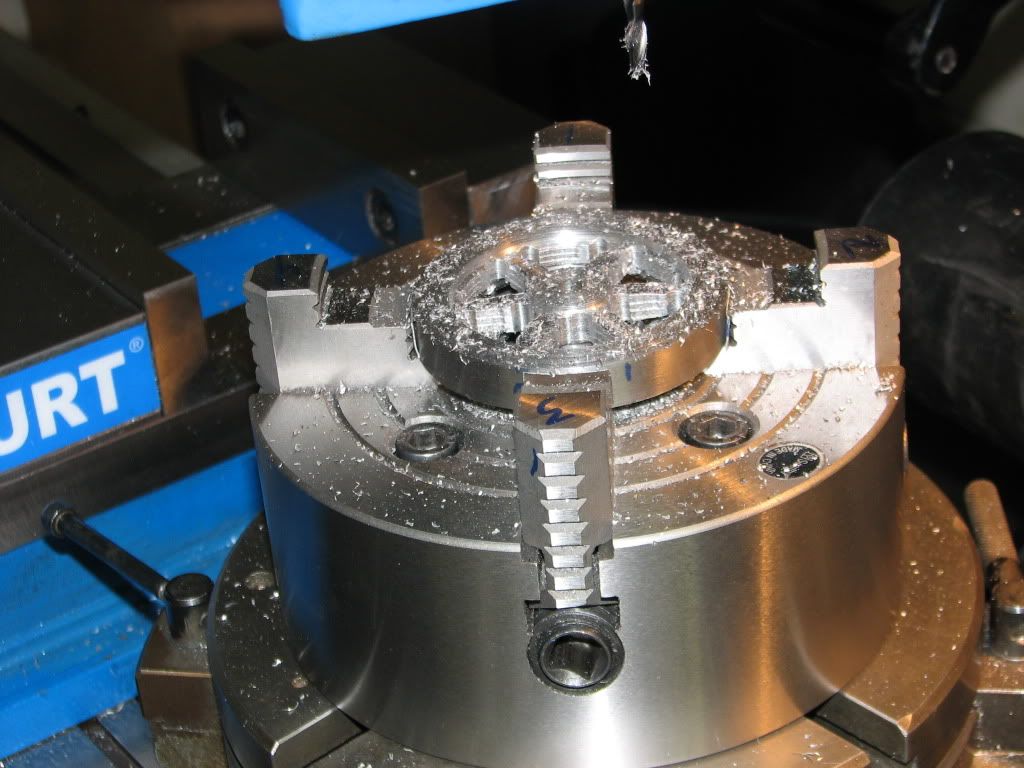
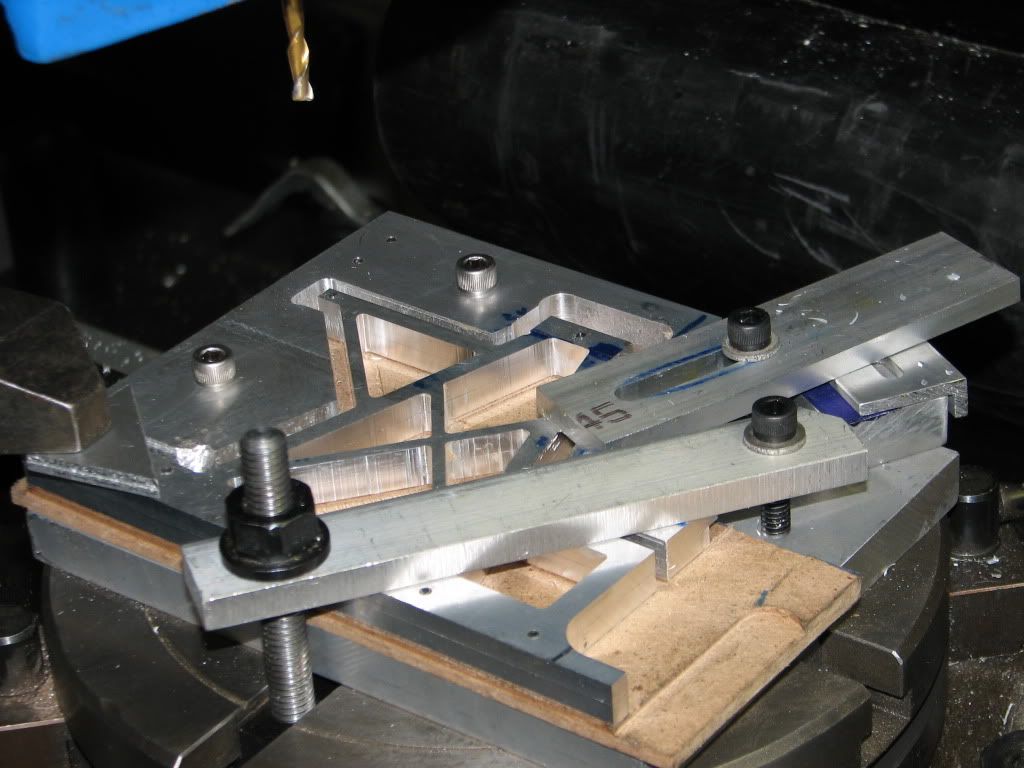
I then went back with a 1/4 end mill to finish the openings to size. The combination of the DRO and the rotary table helped a lot in getting everything uniform and to plan.
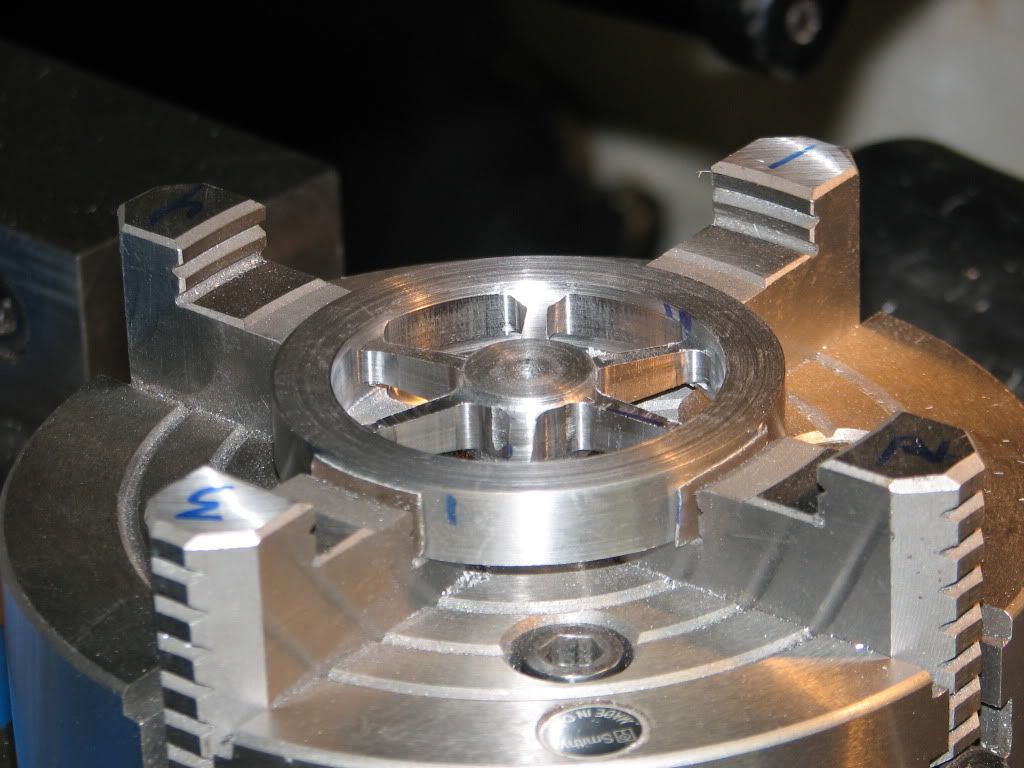
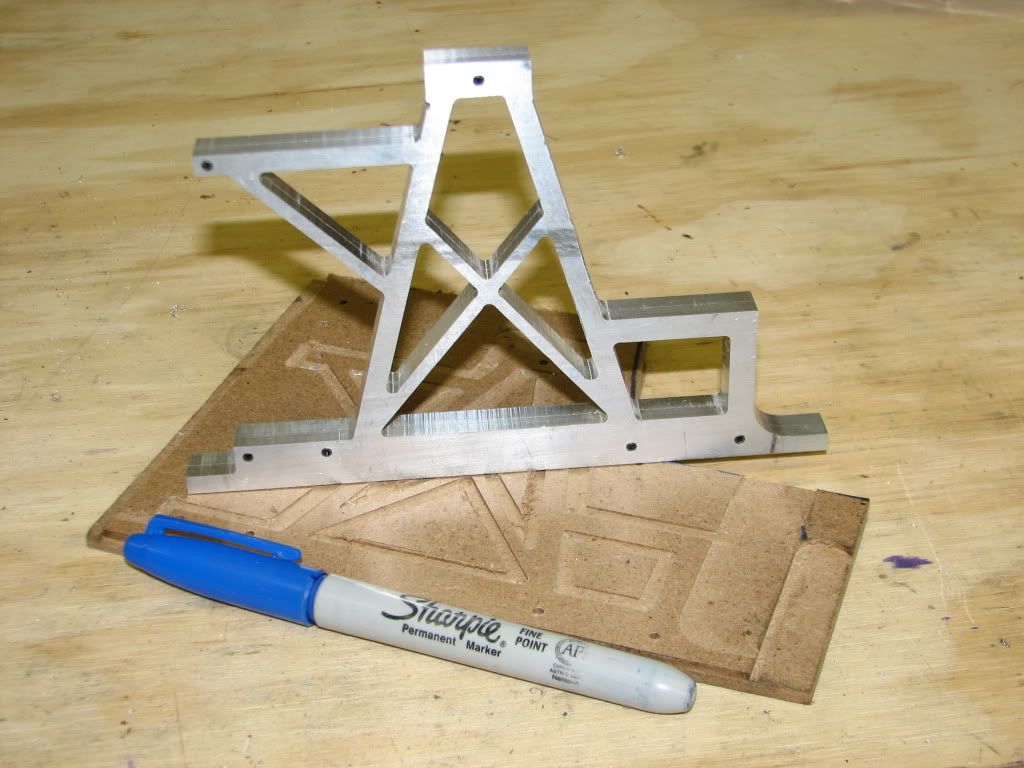
I started the cleanup. Still need to add set screws.
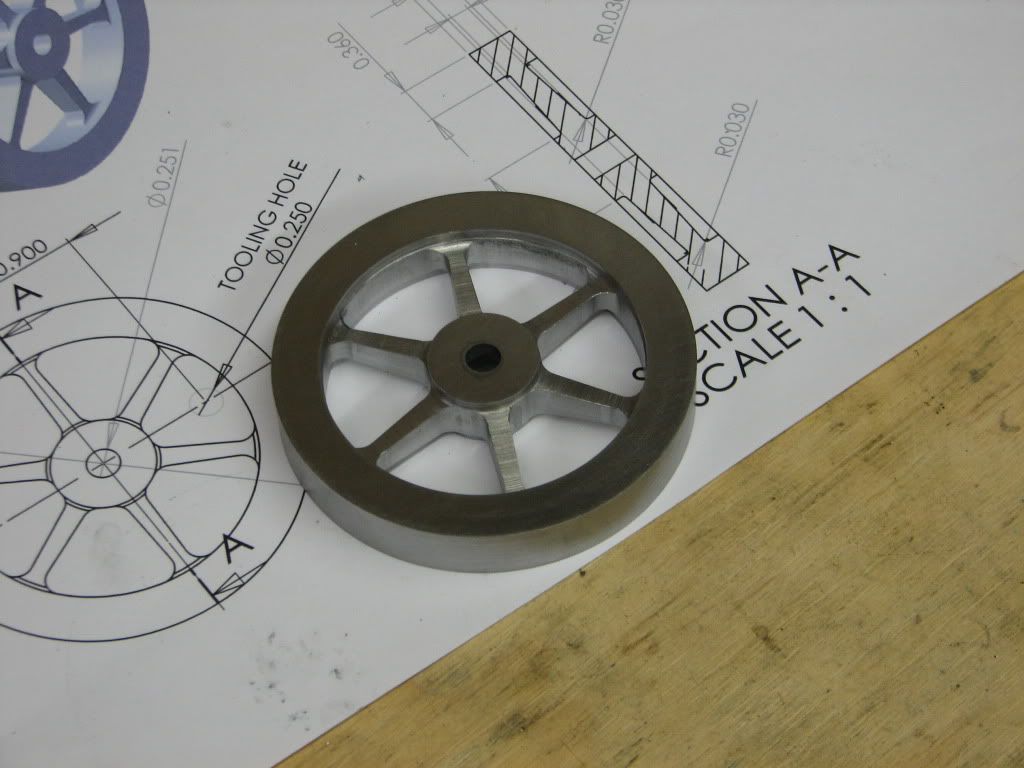
Next up the side frames.
Till next time
Eric
I will not document every little detail of the build but will post on parts that I think are more interesting or that I find difficult. Please jump in and offer suggestions on better or just different ways of doing things. I want to learn!!!
Without further introduction lets start the project.
I decided to start with the fly wheel partly because I had the material on hand and did not need to wait for my metal order.
I started by cutting an octagon form some 1/2 inch mystery steel plate. I drilled a hole in the center that was a close fit for a 1/4 inch bolt plus another 1/4 inch hole in the area that will be removed for the spokes. With a 1/4-20 bolt in the jaws of my chuck with the head of the bolt against the inside of the jaws and a socket head cap screw and nut in the second hole to function as a drive dog I mounted the plate as shown below.
I found that light cuts with a carbide insert tool worked better than the HSS tool shown above.
After turning the outside to the required 3 inch diameter is switched to the 4-jaw and faced the part and turned the recess that will be the spokes. I am not real happy with the surface finish.
Next over to the mill with the 4-jaw mounted on the rotary table. I started drilling holes near the corners of the openings between the spokes. I used the rotary table to drill the holes near the rim then went to the holes near the hub. I miss positioned the first hole near the hub. The pointer in the next photo is where the hole should have been
... Time to remake the part.
I repeated my steps (no new photos) and this time I used the DRO bolt circle function to drill the holes. The second hole near the hob was "drilled" with center cutting end mill since it overlapped the first hole. The marking on the part is to help me avoid cutting in the wrong place.
Next I used a 3/16 end mill to rough cut the openings between the spokes. I put a 2 degree taper per side on the spokes for looks.
I then went back with a 1/4 end mill to finish the openings to size. The combination of the DRO and the rotary table helped a lot in getting everything uniform and to plan.
I started the cleanup. Still need to add set screws.
Next up the side frames.
Till next time
Eric