TroutSqueezer,
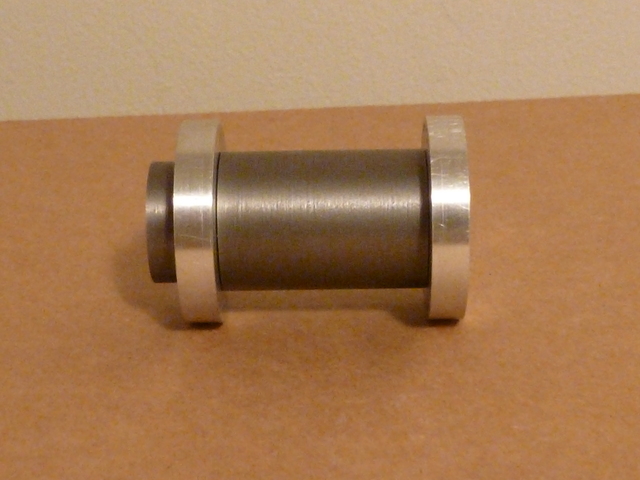
The .5 long bushings specified in the plans will still extend past the thicker plates, so I checked that.
Nevertheless, your point is well taken, and I am going to carefully evaluate how things stack up before I start the crank.
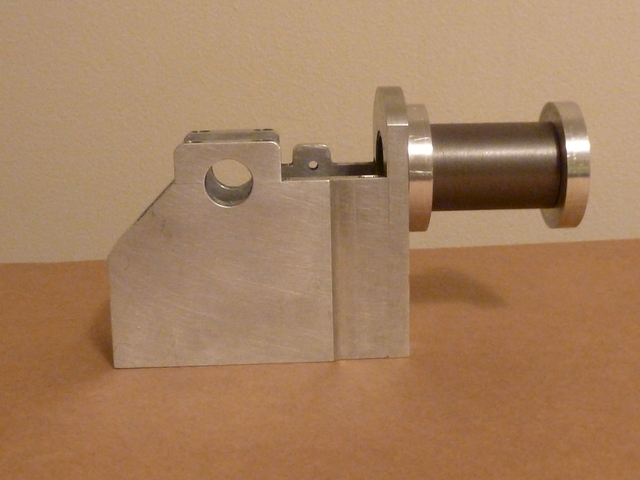
At this point, I have not given ignition sufficient thought, only that it will be Hall effect and I'll probably use Howell
components. I'll have to get a much better handle on that before starting the crank, and I may need to cut a pocket on
that side of the frame for sensor mounting. I can always do that later.
Thanks for watching!
--Tim
The .5 long bushings specified in the plans will still extend past the thicker plates, so I checked that.
Nevertheless, your point is well taken, and I am going to carefully evaluate how things stack up before I start the crank.
At this point, I have not given ignition sufficient thought, only that it will be Hall effect and I'll probably use Howell
components. I'll have to get a much better handle on that before starting the crank, and I may need to cut a pocket on
that side of the frame for sensor mounting. I can always do that later.
Thanks for watching!
--Tim