




I have broken more small carbide drills than I care to remember while drilling on the lathe. ")
I use small diameter drills with 1/8 shank purchased for peanuts from Horrible Freight. They break because of suboptimal headstock to tailstock alignment. The alignment in my Sherline is 5" off. I am typically using the tailstock chuck, which adds some misalignment of its own.
I decided to make an adjustable 1/8" drill holder for the tailstock. It emulates several adjustable tailstock tools sold by Sherline. I made it out of a 3/4" steel bar -- it would be better if it were a bit bigger, but this was the only stock I had. I wish I had taken photos while constructing the tool. These 2 are the only ones... Here i bore the hole that will accept the shank of the drills. I'm using a home made mini boring bar, held in a microtool holder built as per Luis Ally's instructions:

Needs patience, the boring bar is small, shaves two thou at a time.
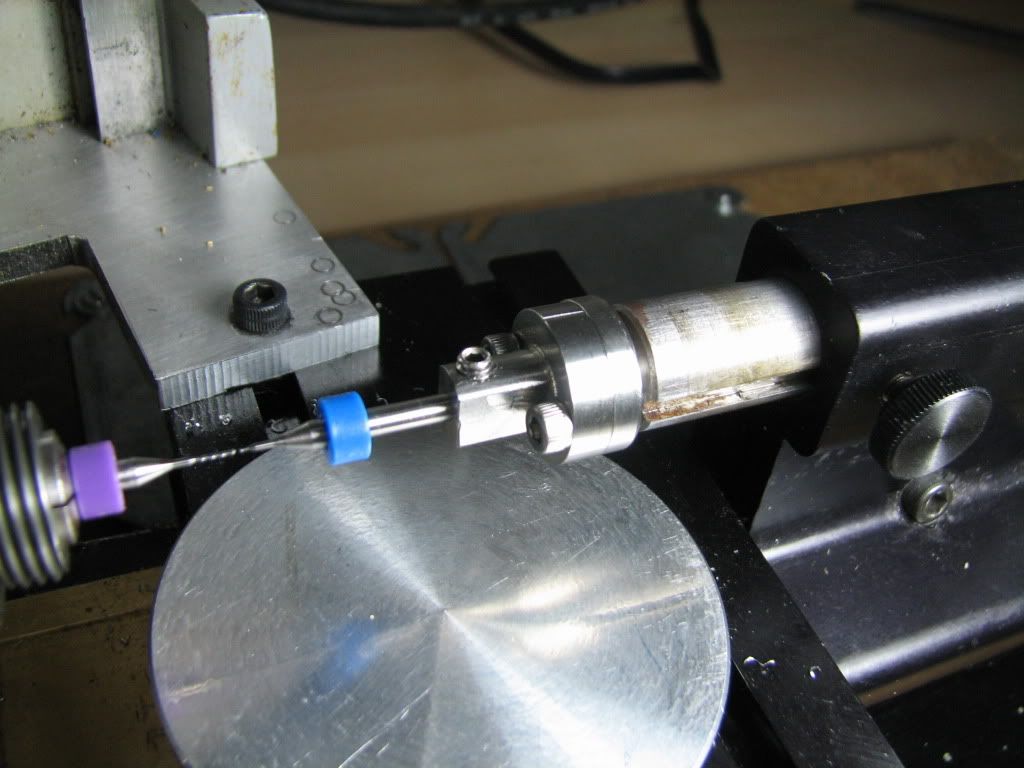
This is the adjustable tailstock drill holder. I use two broken bits for alignment. The purple one on the left is held in a collet on the headstock - this is the spindle axis (my headstock is parallel to the bed better than 0.0005" at 3 inches ). The blue broken bit on the right is positioned to match the spindle axis, by loosening the two socket screws and moving the holder head a bit.
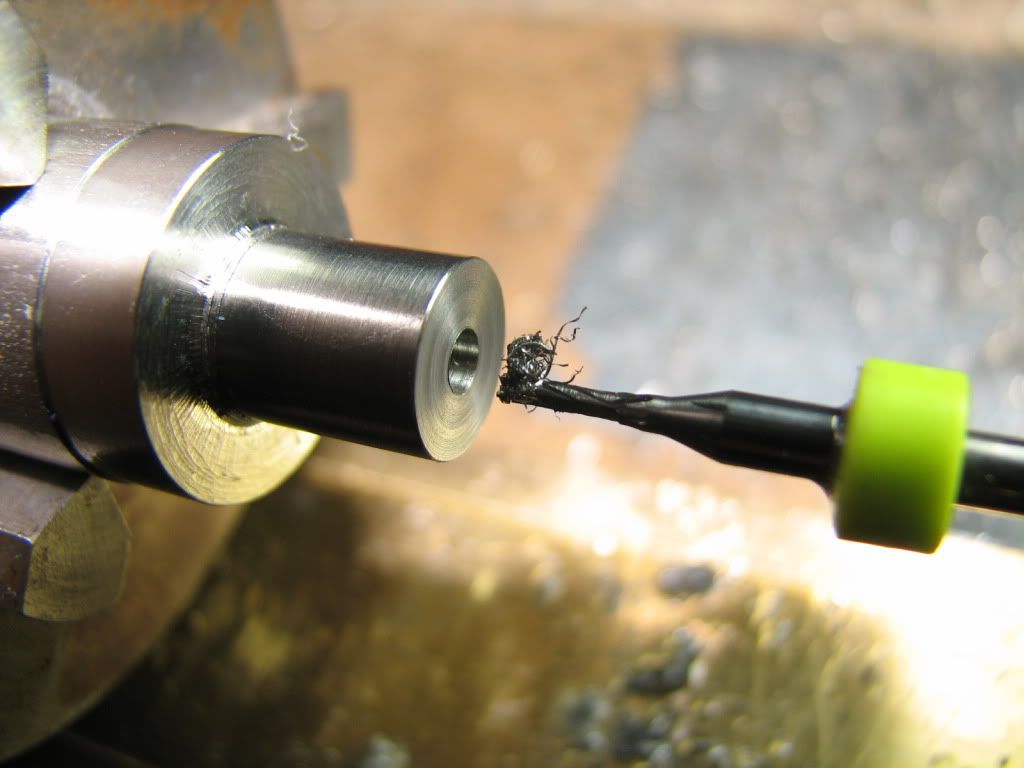
After a couple of minutes the alignment is quite good. Under 10X magnification:

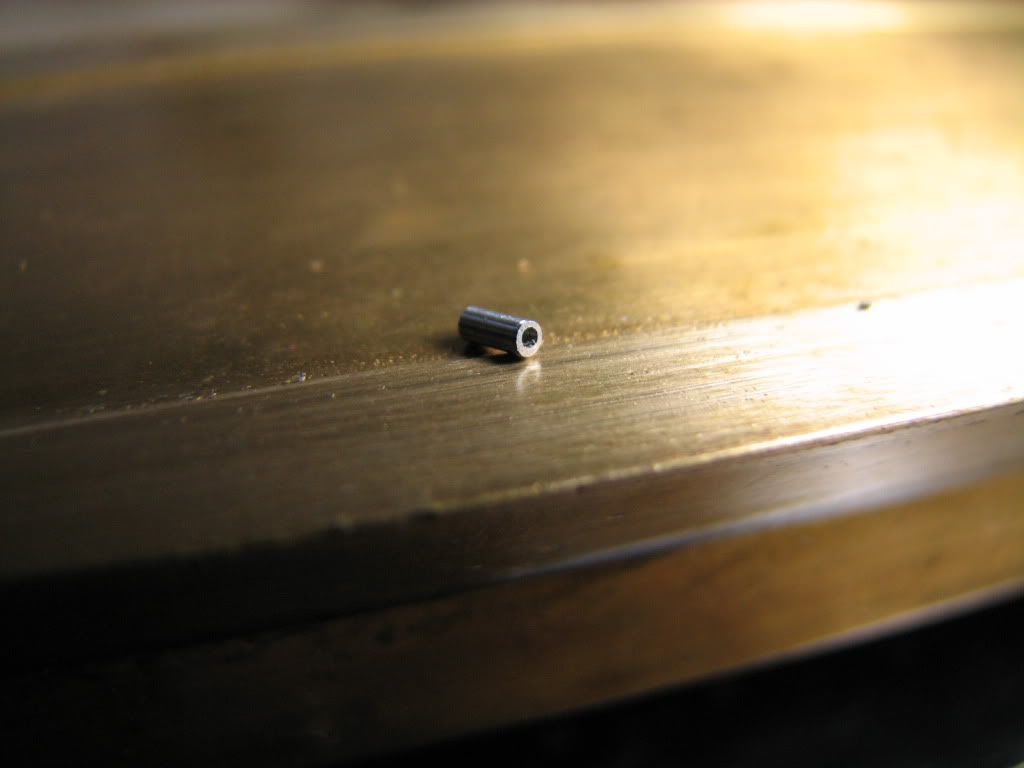
I center drilled a 0.044" diameter tube (hole 0.026"), which is part of the air supply for my 1/4 scale version of Elmer's Tiny... soon to come.
More soon...
take care,
tom in MA
I use small diameter drills with 1/8 shank purchased for peanuts from Horrible Freight. They break because of suboptimal headstock to tailstock alignment. The alignment in my Sherline is 5" off. I am typically using the tailstock chuck, which adds some misalignment of its own.
I decided to make an adjustable 1/8" drill holder for the tailstock. It emulates several adjustable tailstock tools sold by Sherline. I made it out of a 3/4" steel bar -- it would be better if it were a bit bigger, but this was the only stock I had. I wish I had taken photos while constructing the tool. These 2 are the only ones... Here i bore the hole that will accept the shank of the drills. I'm using a home made mini boring bar, held in a microtool holder built as per Luis Ally's instructions:
Needs patience, the boring bar is small, shaves two thou at a time.
This is the adjustable tailstock drill holder. I use two broken bits for alignment. The purple one on the left is held in a collet on the headstock - this is the spindle axis (my headstock is parallel to the bed better than 0.0005" at 3 inches
). The blue broken bit on the right is positioned to match the spindle axis, by loosening the two socket screws and moving the holder head a bit.
After a couple of minutes the alignment is quite good. Under 10X magnification:
I center drilled a 0.044" diameter tube (hole 0.026"), which is part of the air supply for my 1/4 scale version of Elmer's Tiny... soon to come.
More soon...
take care,
tom in MA