Holescreek
Well-Known Member
- Joined
- Jan 9, 2009
- Messages
- 91
- Reaction score
- 0
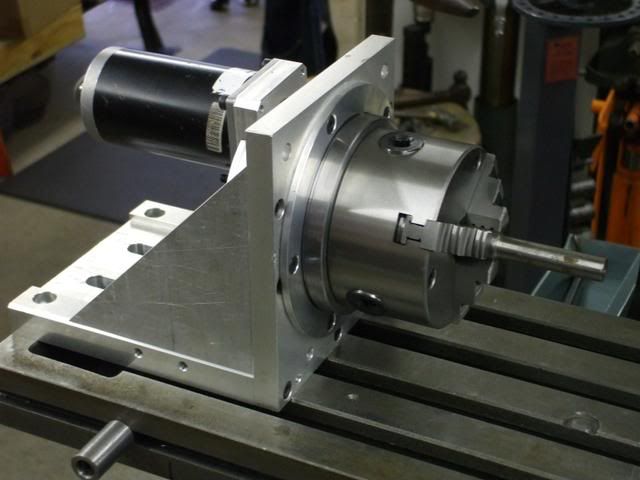
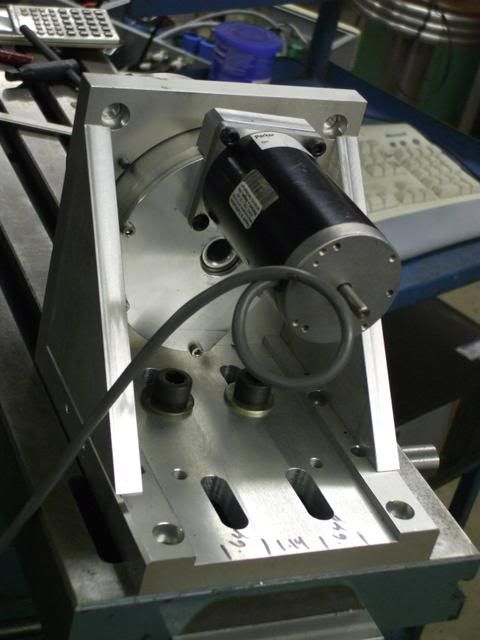
Everybody here has probably already done their CNC conversions so there isn't any point in beating that horse, but I added a 4th axis to mine that I've found as useful as anything I've done before. There was a seller on the Bay that had a stash of servo driven 5" turntables and I was able to get one for $50 or so. I traded out the servo motor with an extra stepper after modifying the shaft of the stepper for the gear and making an adapter to mount it on back of the turntable. I used 4 pieces of scrap aluminum bolted together to hold it up and made an adapter to mount a 5" 3-jaw chuckon the front. I use it mostly for turning bronze rounds into gears. -Mike