




A Stuart Turner Triple Expansion Engine is borne.
I did buy the castings in the 1970s. We moved once in between and I lost all the Bronze castings.
Still have most, not all of the cast iron castings. I think it is time to start after 37 Years.
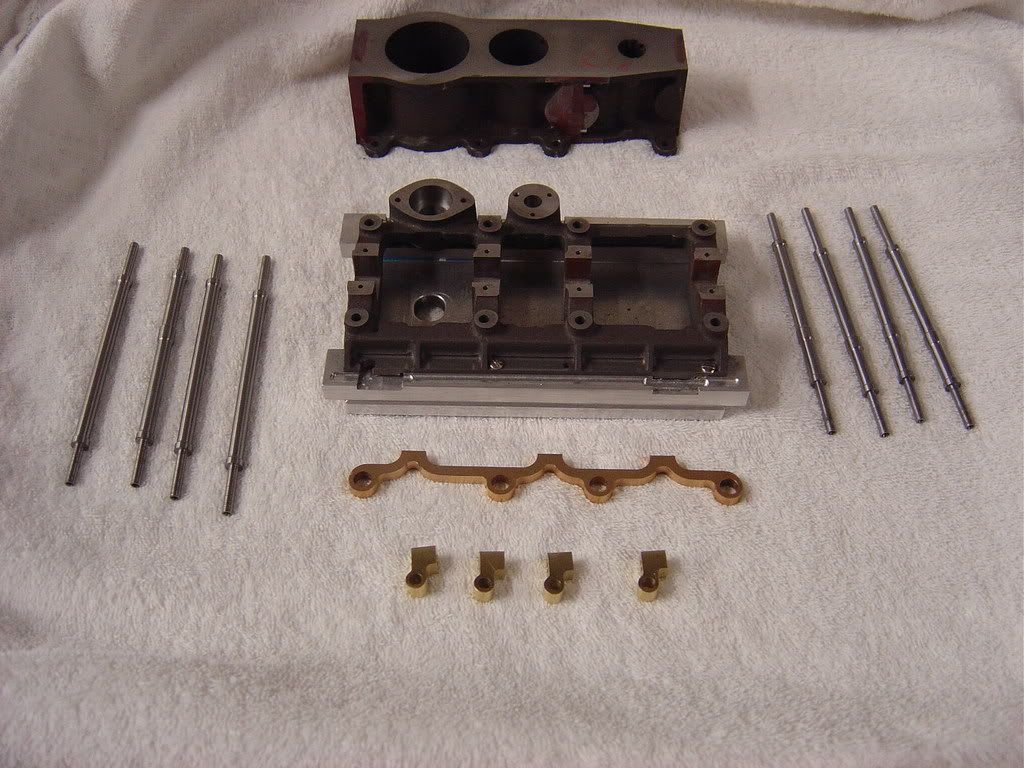
And this is the Start.
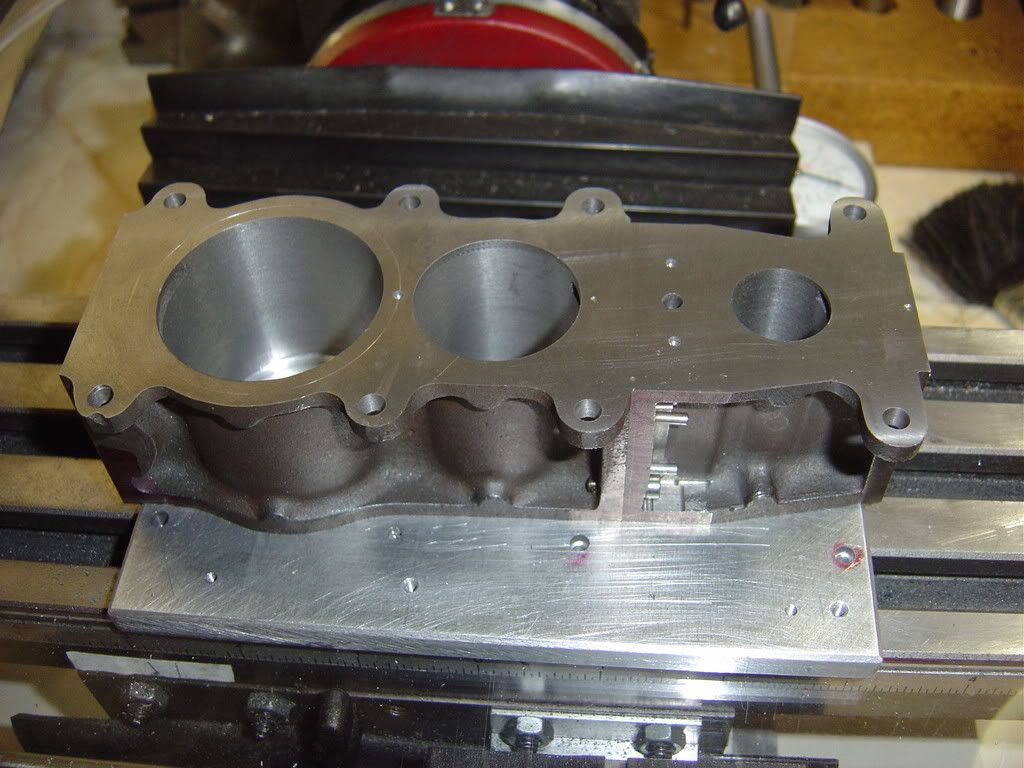
If some one tells you it: Is easy to work from castings dont believe it. Only if you have good ones and they are a bit oversize, other wise you have a heck of a time to get there. These are not the best one. There is a problem with the cylinder ports.
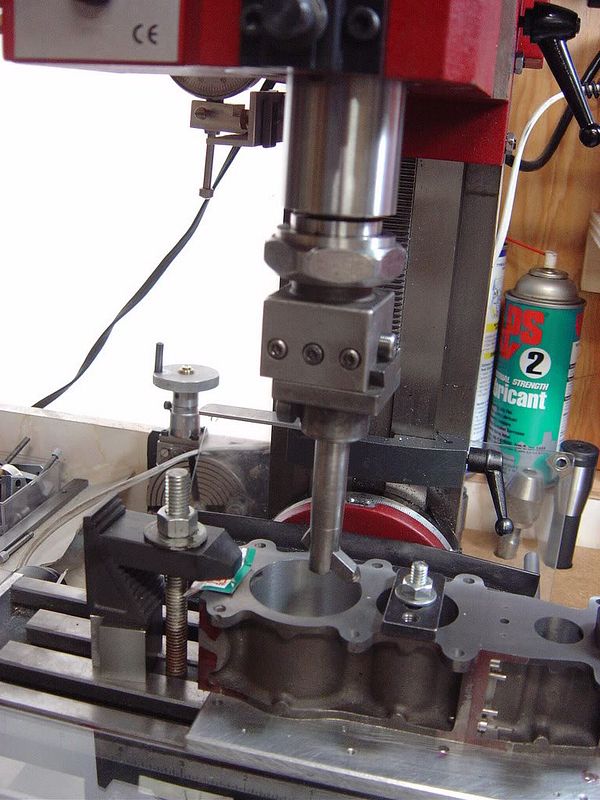
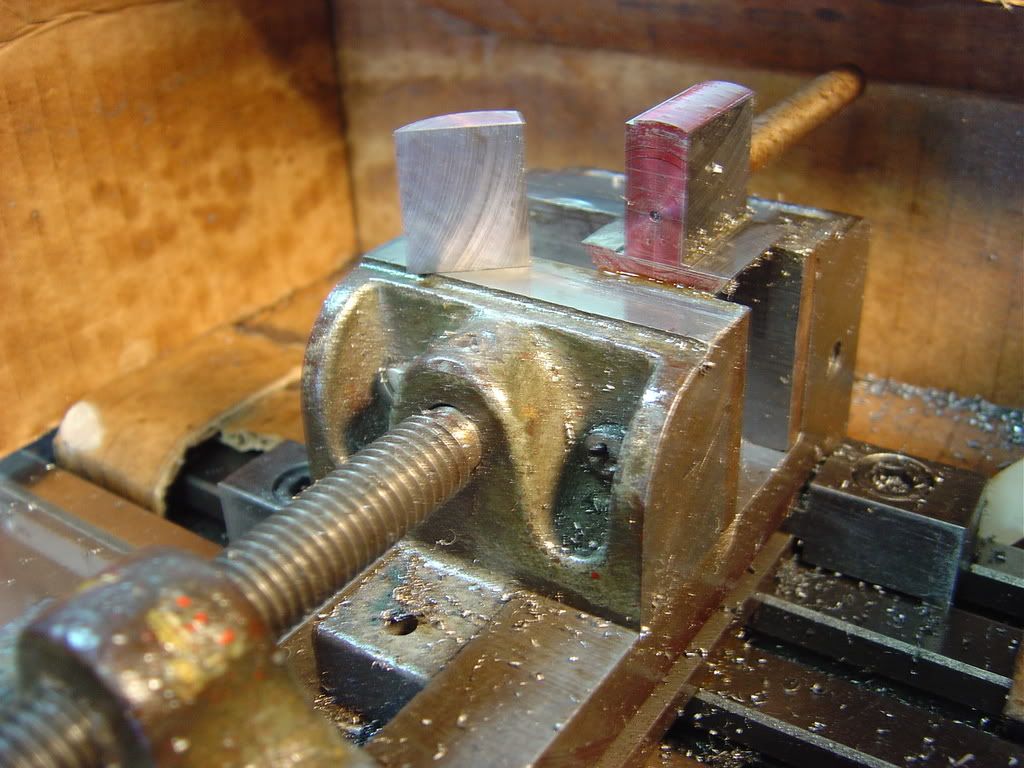
I will take pictures on a continues bases but it is slow going.
The decision has to be made if I should continuous with this post or just drop it.
Also the moderator may put the post in a different spot. I dont know if this is the right one.
Is there a spell checker some where?
Hilmar
I did buy the castings in the 1970s. We moved once in between and I lost all the Bronze castings.
Still have most, not all of the cast iron castings. I think it is time to start after 37 Years.
And this is the Start.
If some one tells you it: Is easy to work from castings dont believe it. Only if you have good ones and they are a bit oversize, other wise you have a heck of a time to get there. These are not the best one. There is a problem with the cylinder ports.
I will take pictures on a continues bases but it is slow going.
The decision has to be made if I should continuous with this post or just drop it.
Also the moderator may put the post in a different spot. I dont know if this is the right one.
Is there a spell checker some where?
Hilmar

 here's a pic of mine
here's a pic of mine