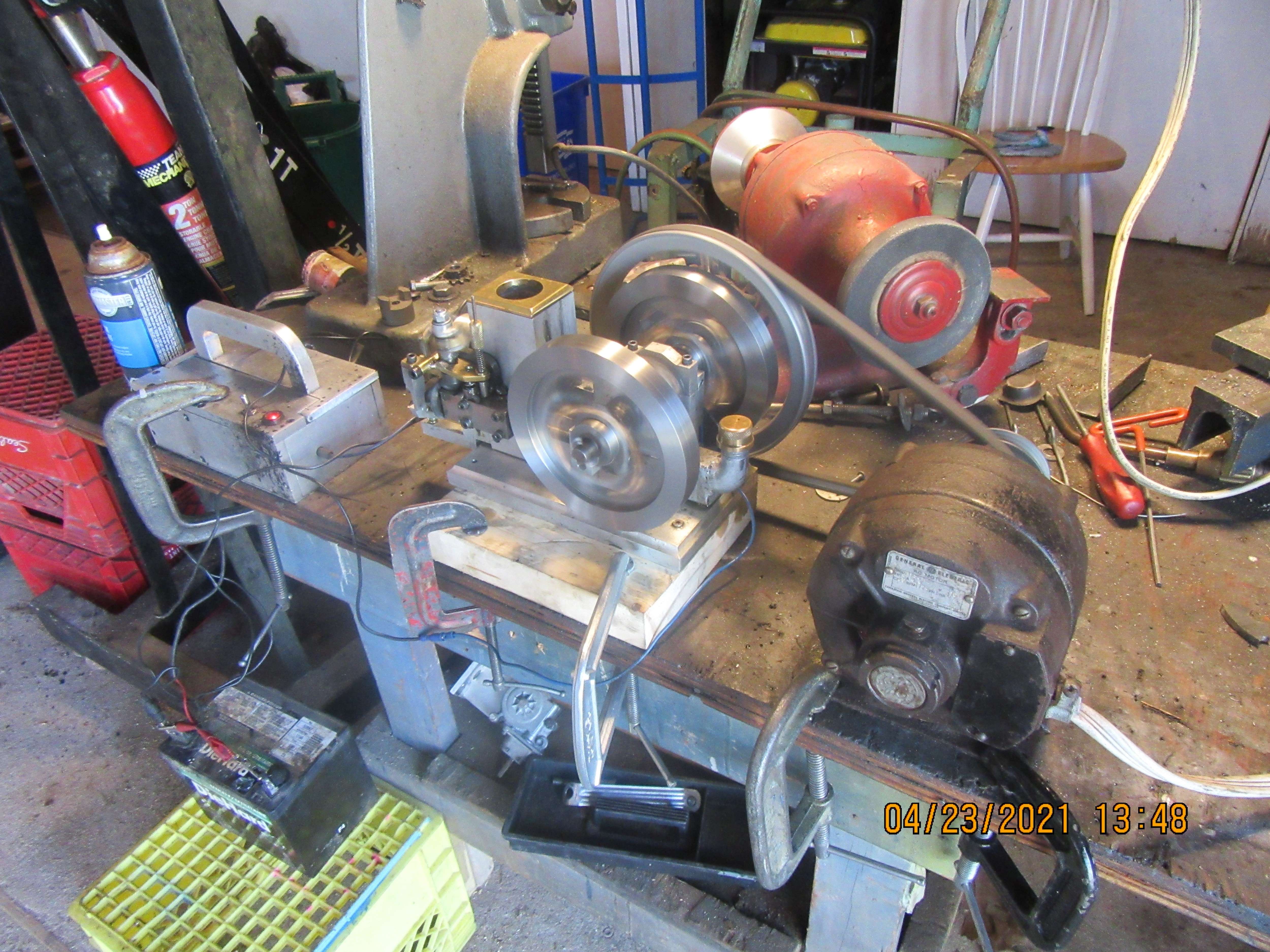
No Joy. Everything is hooked up and is currently being driven from a a 1/4 hp electric motor out in my main garage. Ignition is on and there is fuel in the tank. No puffs of smoke, no backfires--nothing. I pulled the sparkplug out and had a look at it, and it fires when laying out on the block at the correct time in the cycle. I even tried a squirt of "quick start" ether, but nothing happened. I'm going to let it run out there for an hour, and if it doesn't do something interesting I will put the old piston with the viton ring back in it to make sure it runs. That video link I posted is from about three years ago, the last time I had it running. I have discovered one thing related to cutting ring grooves and parting off rings. That little (1/16") wide parting off tool that I have isn't stable. It flexes when in the cut, so you can't trust what it is doing. Before I go any farther down this road, I will grind a 3/8" HSS tool to give me an exact .062" width. It makes me crazy when you know that a tool of a given width is cutting a different width than the width of the tool itself, on a plunge cut.