Hi all,
This is a limited pictorial of building a 80 mm multitube boiler. I am already quite far in the process, so when I do the writeup now, it means that I still remember the start, and the end is in sight...
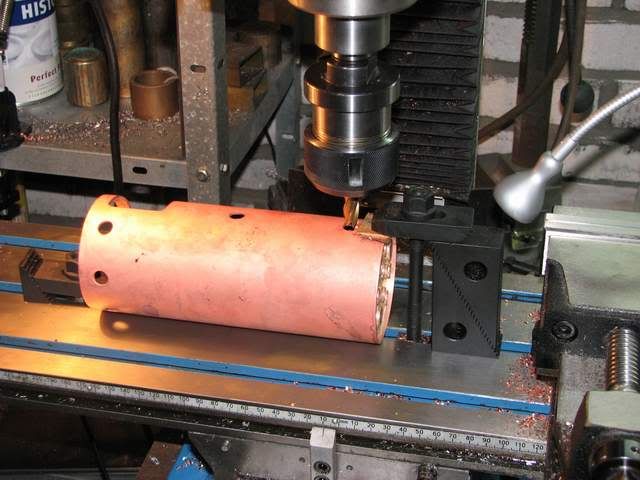
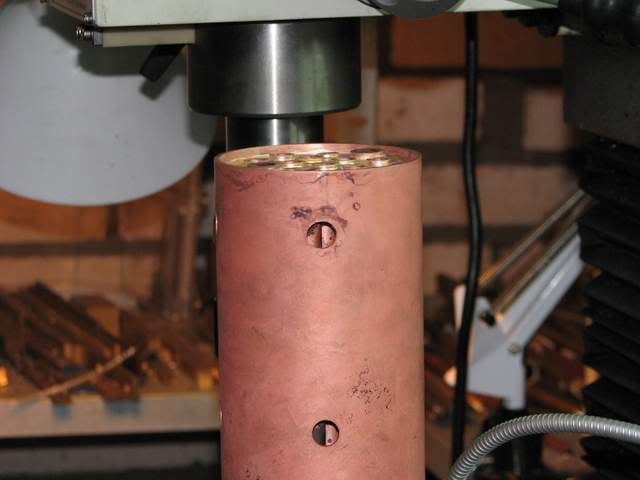
The boiler size was defined by the biggest (seamless) pipe I could locate at the scrap dealer. Wall thickness is 2 mm. Front caps are 3 mm. Volume is just under 0.5 liter.
I followed the instructions / regulations for a 6 bar, but put a 3 bar limit on the safety to steer clear of any formal testing.
There's few reasons for building:
First : I built a steam engine. Although using compressed air is very efficient, it just feels a bit like cheating.
Second: I am in the (slow) process of building a 3.5 inch locomotive. This one will definitely have a real boiler. As these are intimidatingly complicated (to me), I thought it was a good idea to have some practice.
I could have chosen for 2 mm end caps, I wanted to have a feel of the consequences of 3 mm (which is what is needed for the boiler loco). The other reason is that I could find 3 mm, and not 2 mm.
Step one:
Turn tube to length. Sorry no pictures. I used a long M10 thread (with a center on the tailstock end), nuts and bolts and two MDF disks to support the barrel.
Step two: Make end caps.



Annealing

It really took a few minutes every time to get it to this temperature. Lesson: Get a bigger burner
This is a limited pictorial of building a 80 mm multitube boiler. I am already quite far in the process, so when I do the writeup now, it means that I still remember the start, and the end is in sight...
The boiler size was defined by the biggest (seamless) pipe I could locate at the scrap dealer. Wall thickness is 2 mm. Front caps are 3 mm. Volume is just under 0.5 liter.
I followed the instructions / regulations for a 6 bar, but put a 3 bar limit on the safety to steer clear of any formal testing.
There's few reasons for building:
First : I built a steam engine. Although using compressed air is very efficient, it just feels a bit like cheating.
Second: I am in the (slow) process of building a 3.5 inch locomotive. This one will definitely have a real boiler. As these are intimidatingly complicated (to me), I thought it was a good idea to have some practice.
I could have chosen for 2 mm end caps, I wanted to have a feel of the consequences of 3 mm (which is what is needed for the boiler loco). The other reason is that I could find 3 mm, and not 2 mm.
Step one:
Turn tube to length. Sorry no pictures. I used a long M10 thread (with a center on the tailstock end), nuts and bolts and two MDF disks to support the barrel.
Step two: Make end caps.
Annealing
It really took a few minutes every time to get it to this temperature. Lesson: Get a bigger burner




")