It is the time for the next project. This time I have selected the Potty three cylinder air engine. Plans can be found on this site.
I will be making some relatively minor changes to the original design including not using metric screws. I have modeled all of the parts and produced new drawings with inch dimensions. I find it less error prone if I do not need to do the translation from mm to inches on the fly.
I ordered the material I needed and started making chips just over a week ago. I will now try to get this build log up to date.
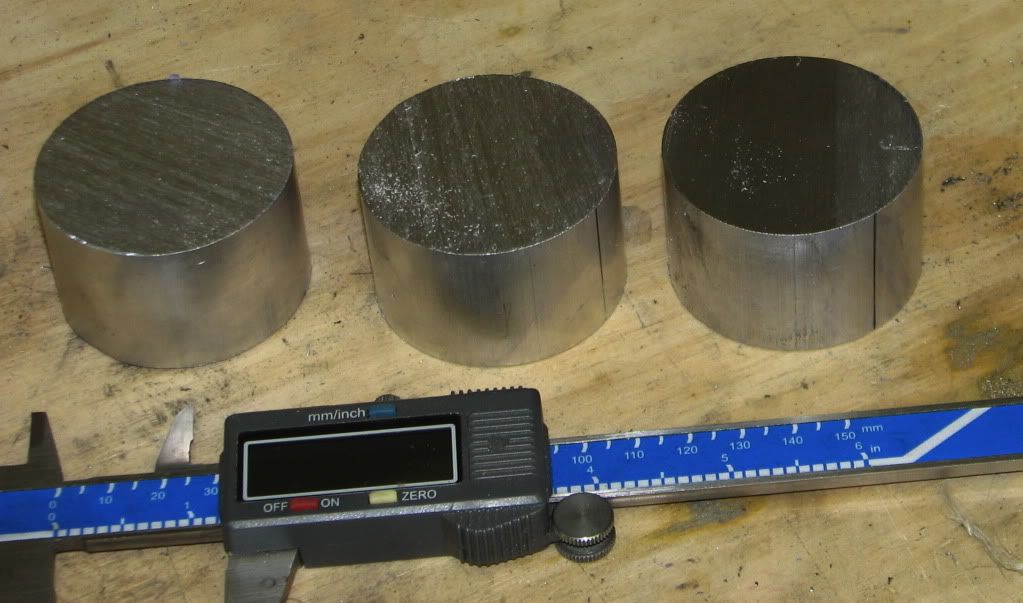
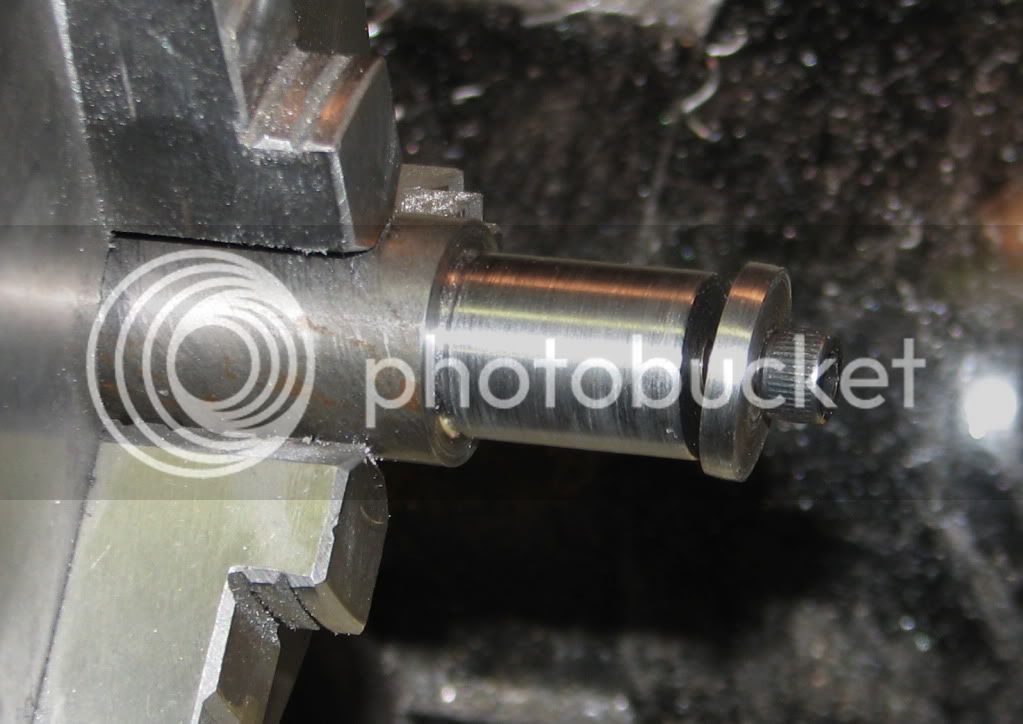
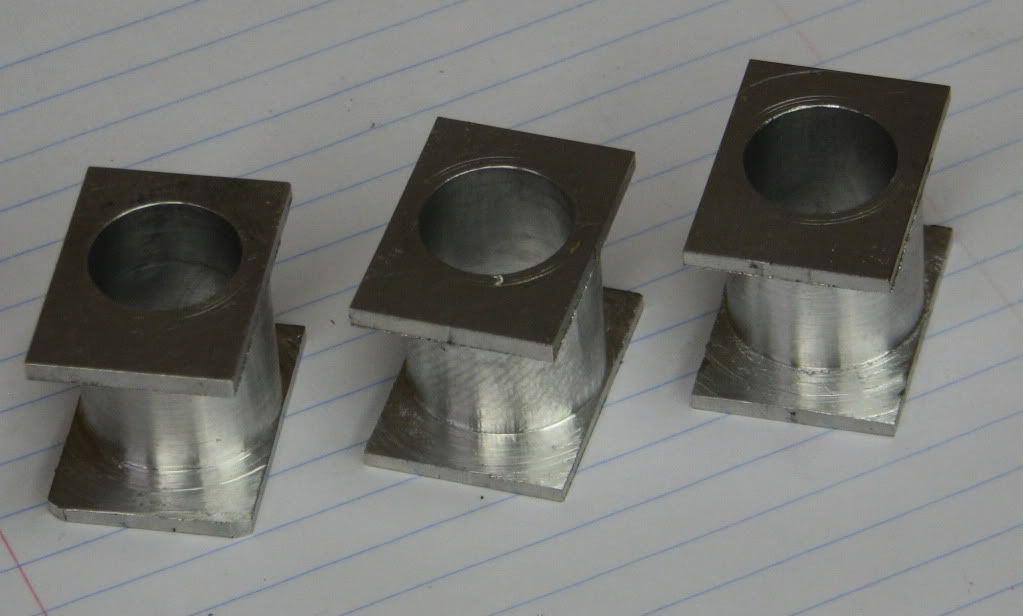
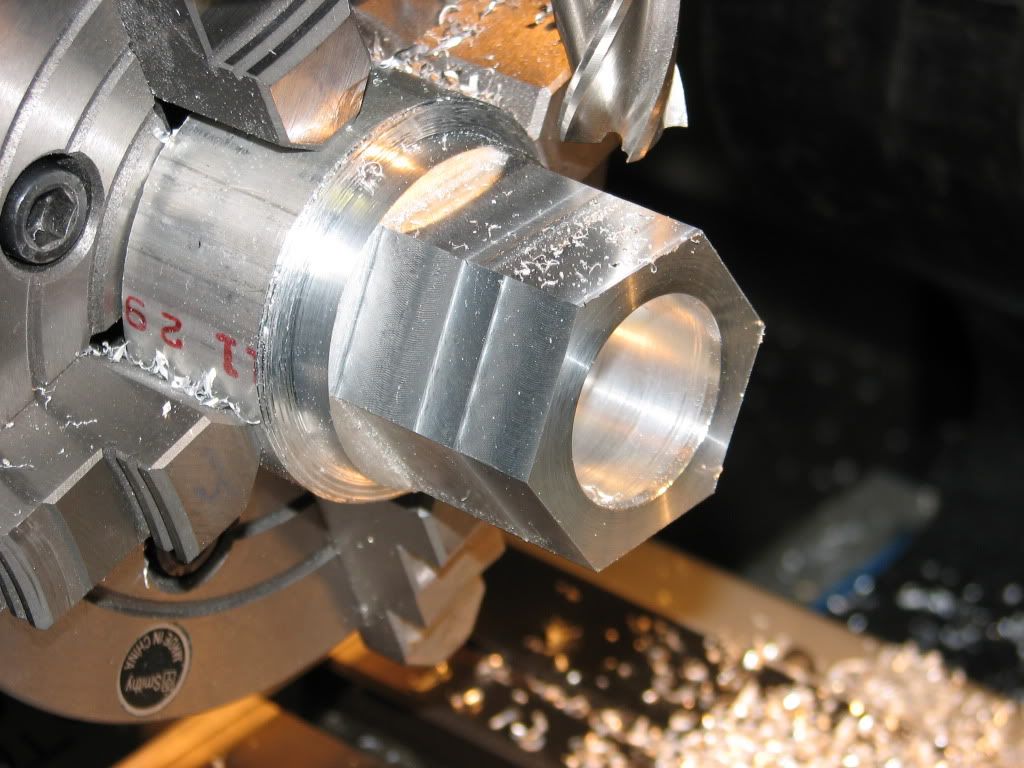
I started with the largest piece in this engine, the crank case. Starting with a 2.5 inch diameter piece of aluminum I turned a section down to 2.1 inches to reduce the amount of milling. I also bored out the central cavity. I used my 4-jaw since my 3 jaw is on the small size and would not grip as well as the 4-jaw.
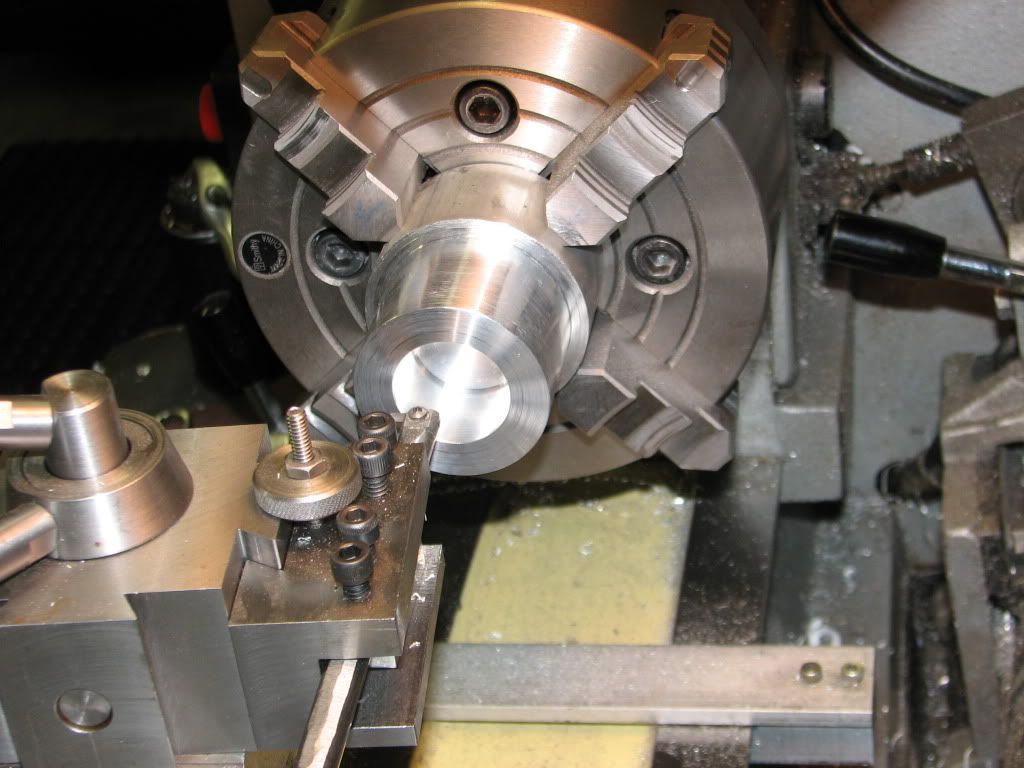
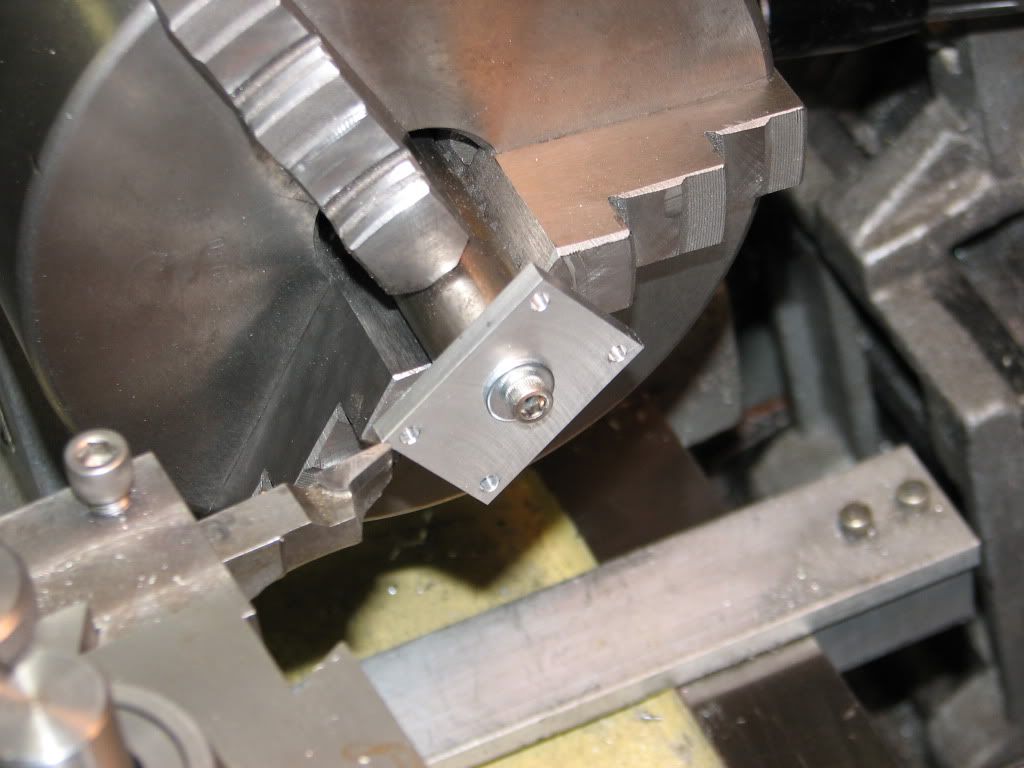
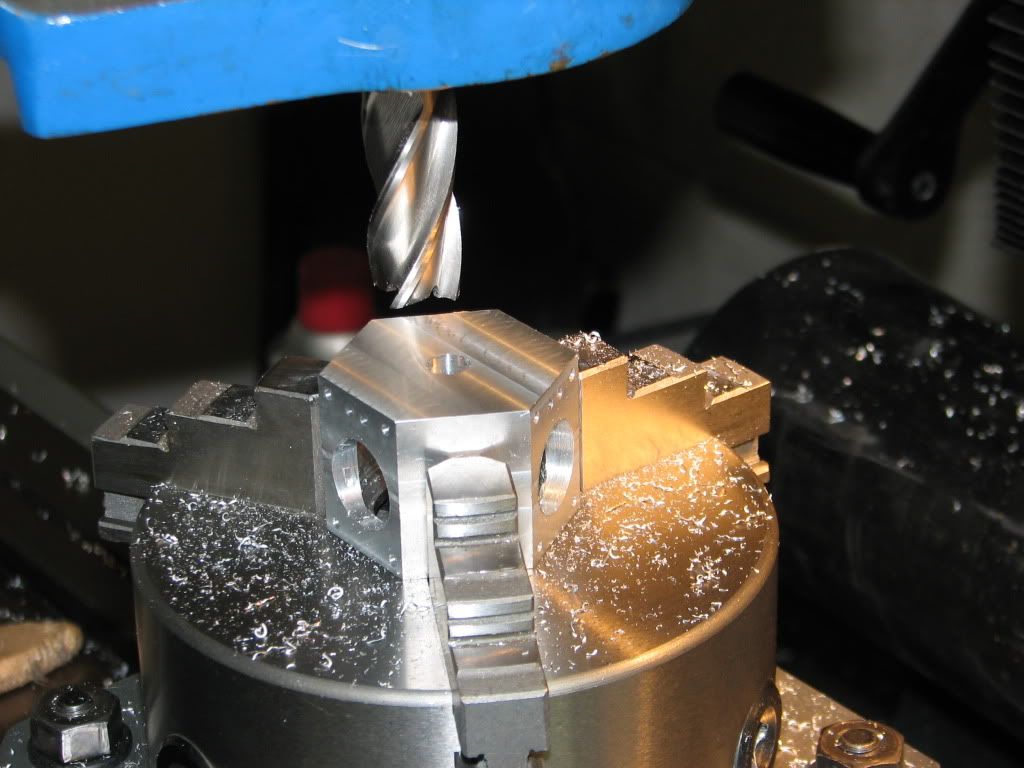
Next I move the chuck with the part to the h/v rotary table on the mill. After milling the hex shape I drilled and tapped all of the holes on the hex faces.

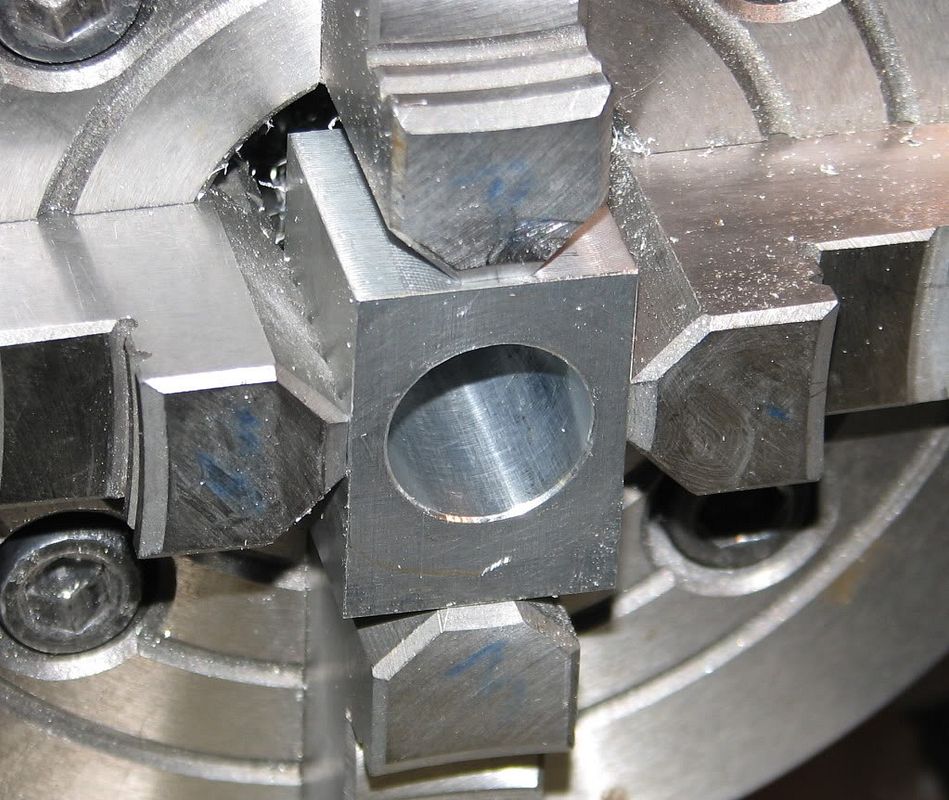
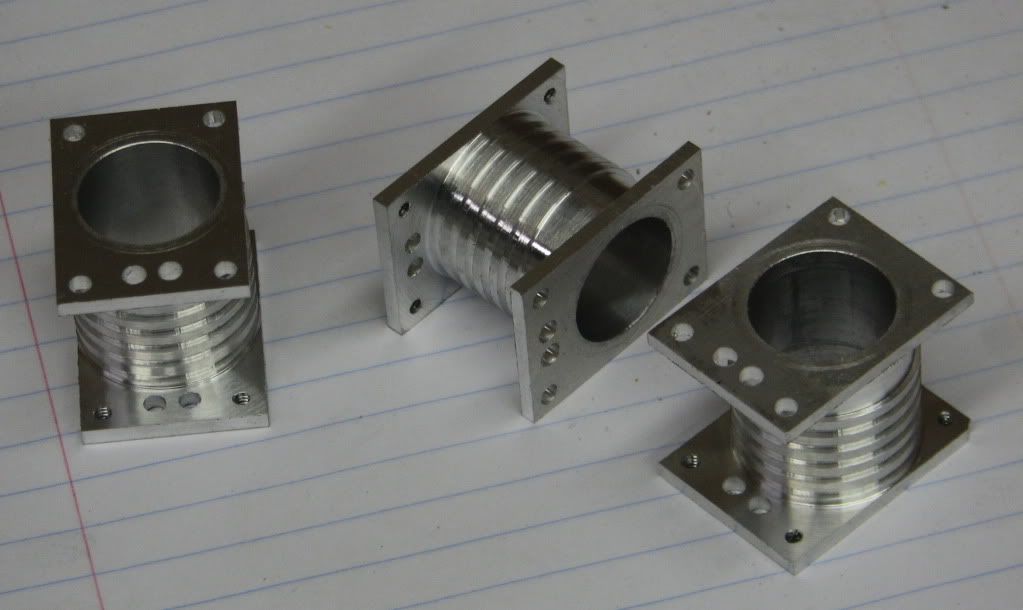
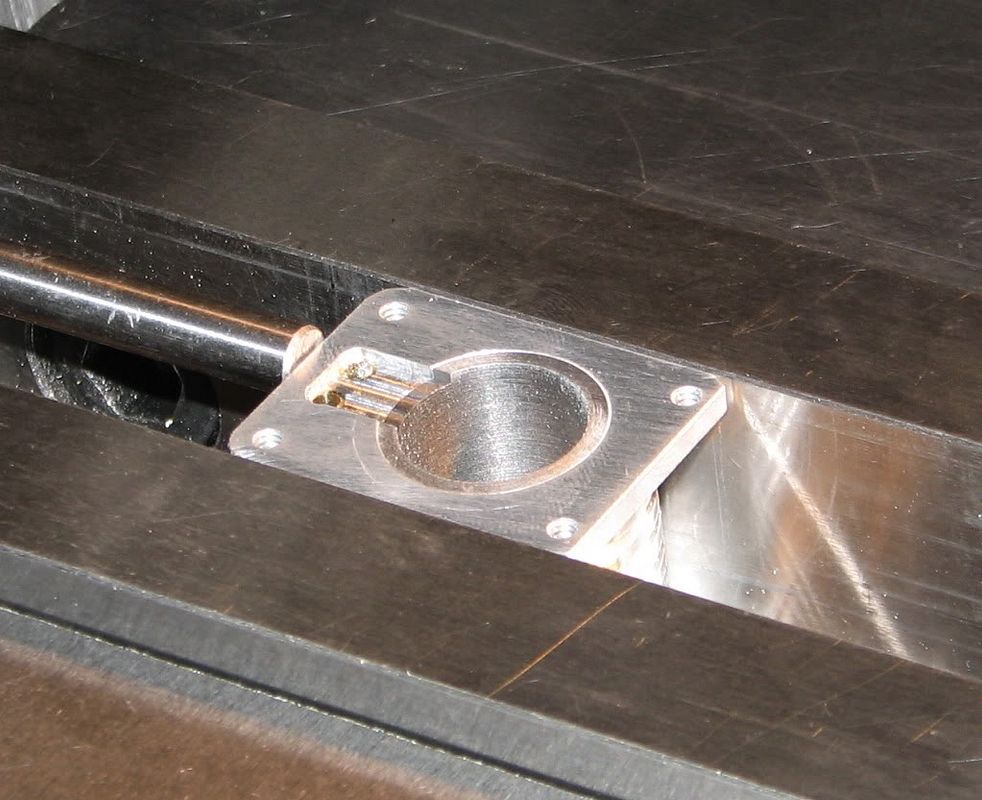
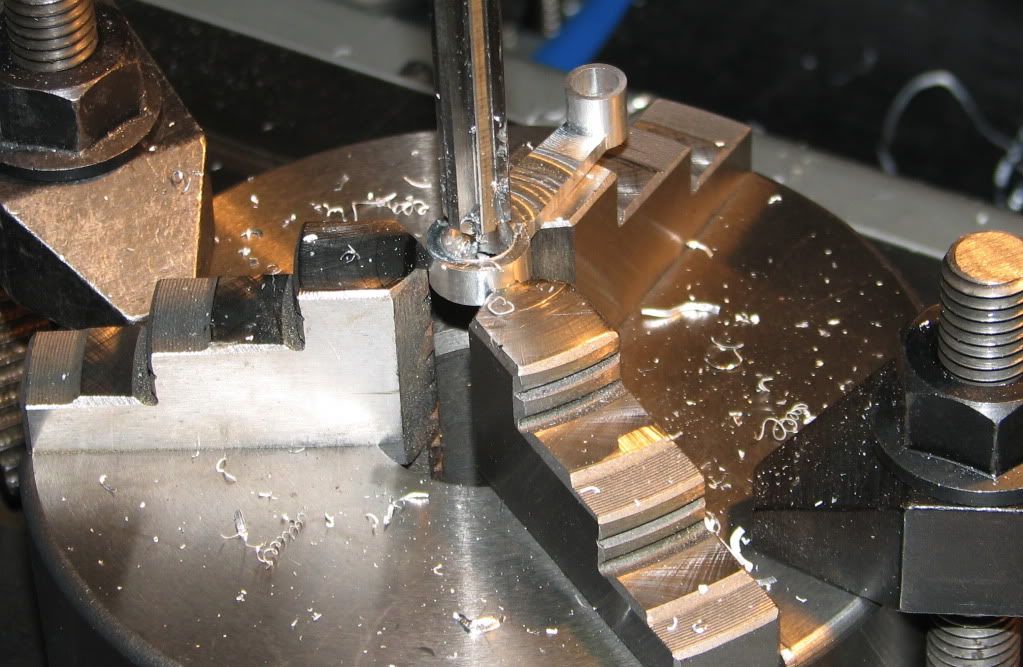
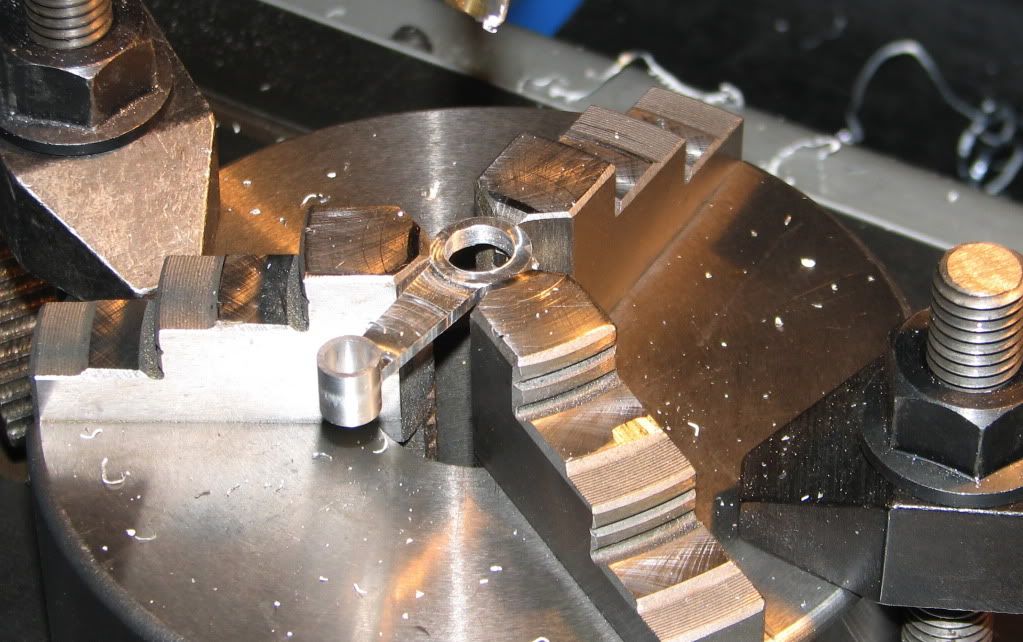
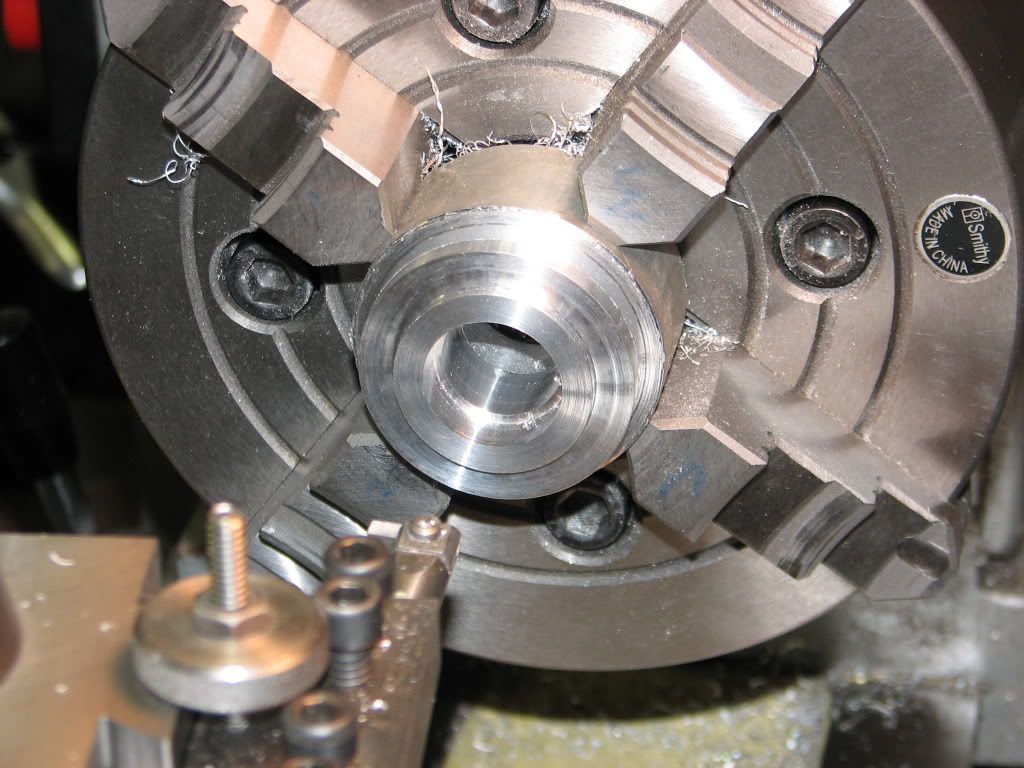
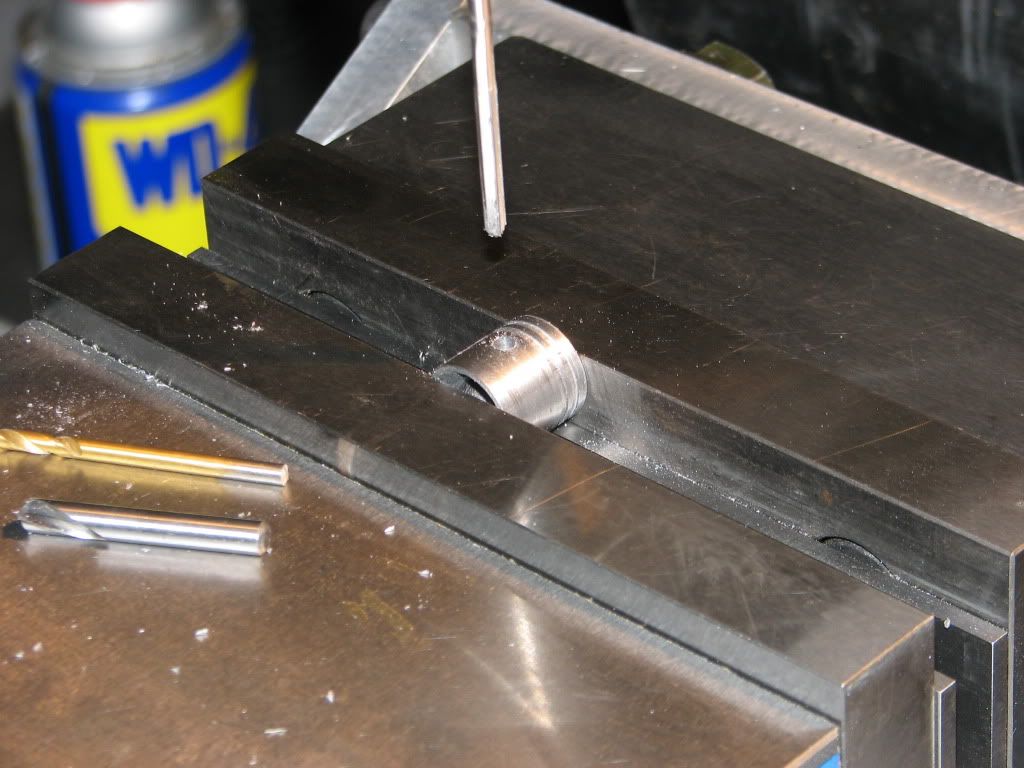
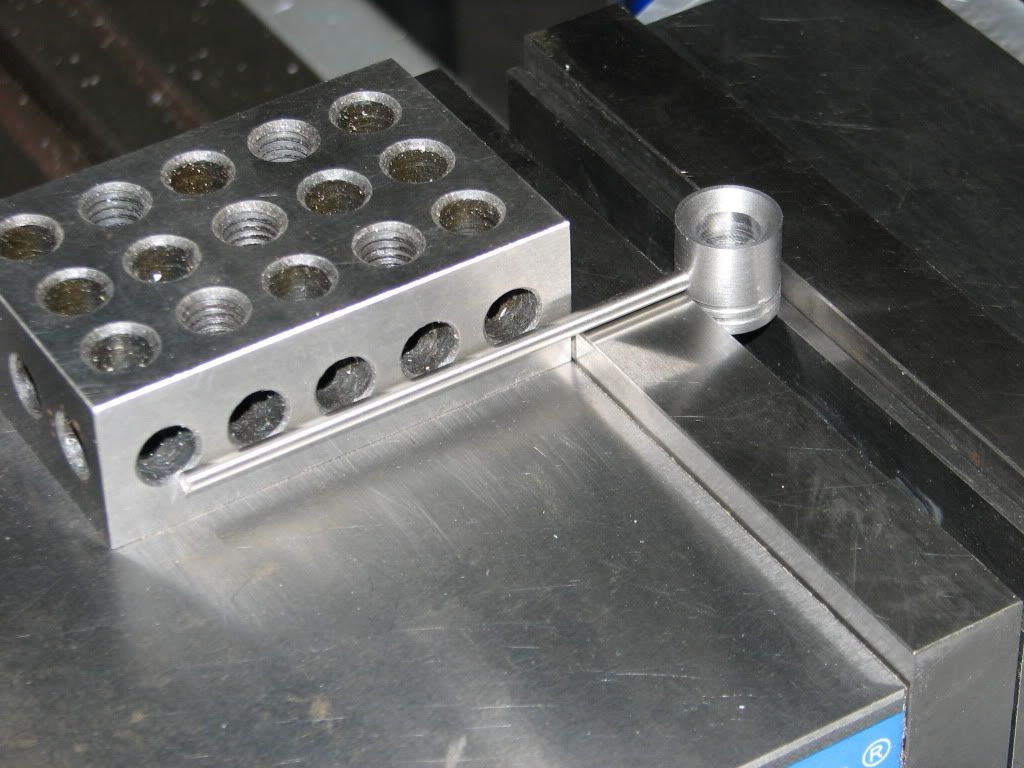
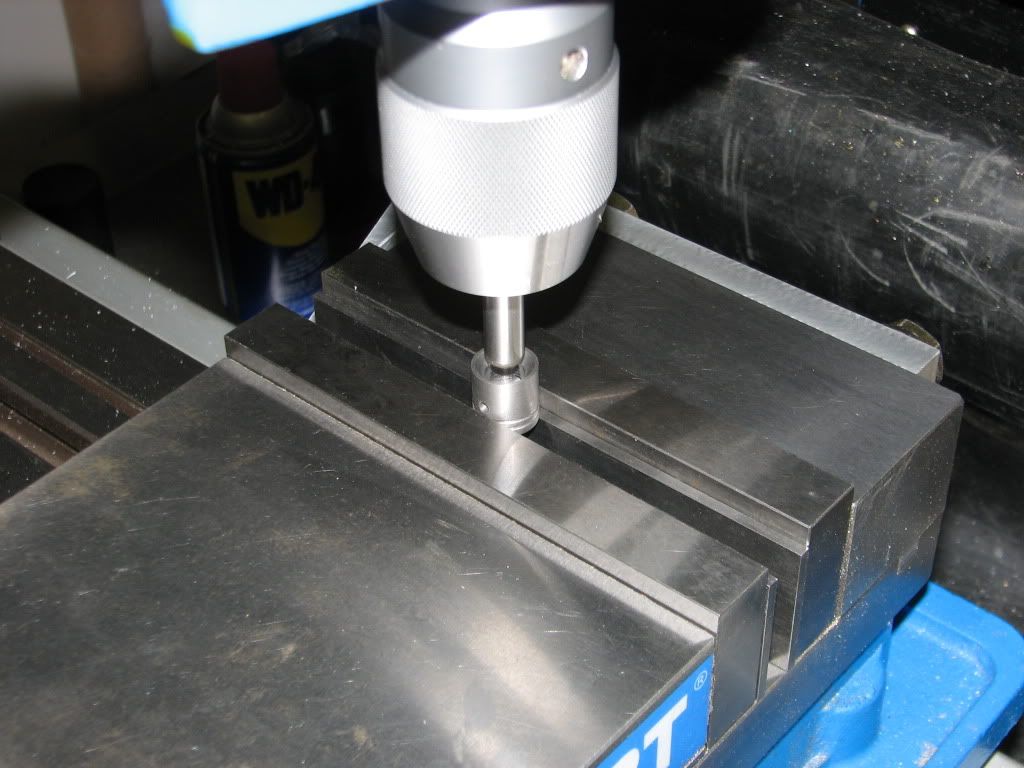
Then it was back to the lathe where I parted the crank case from its handle. Back on the rotary table, this time in the horizontal position with the 3-jaw I milled the part to length and did all of the features on the valve face.

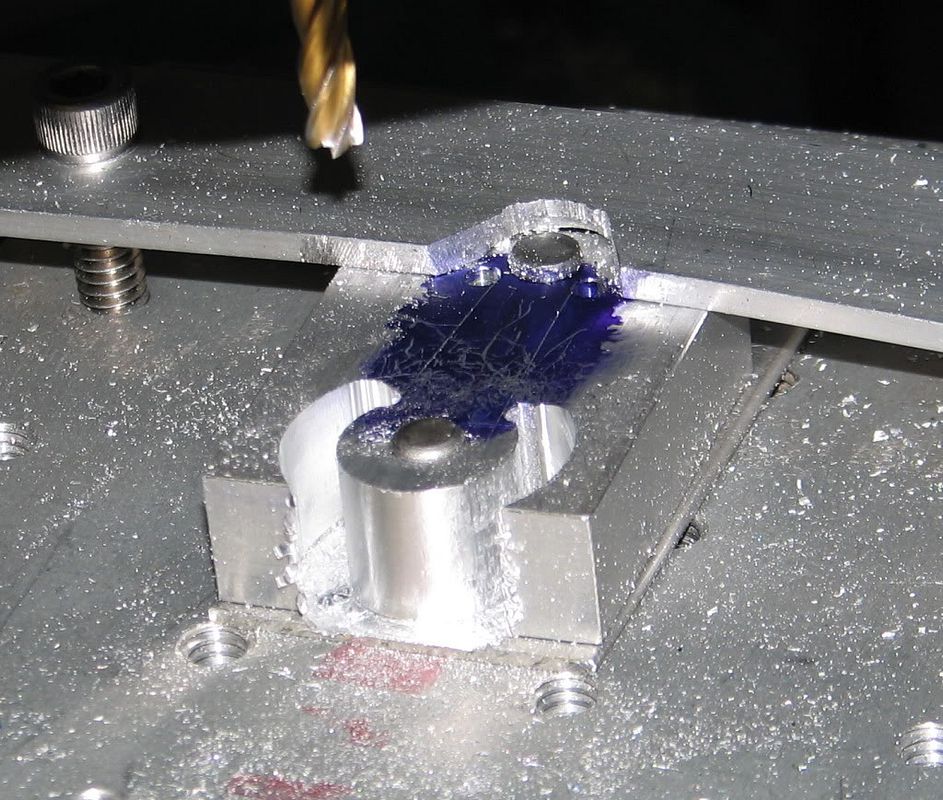
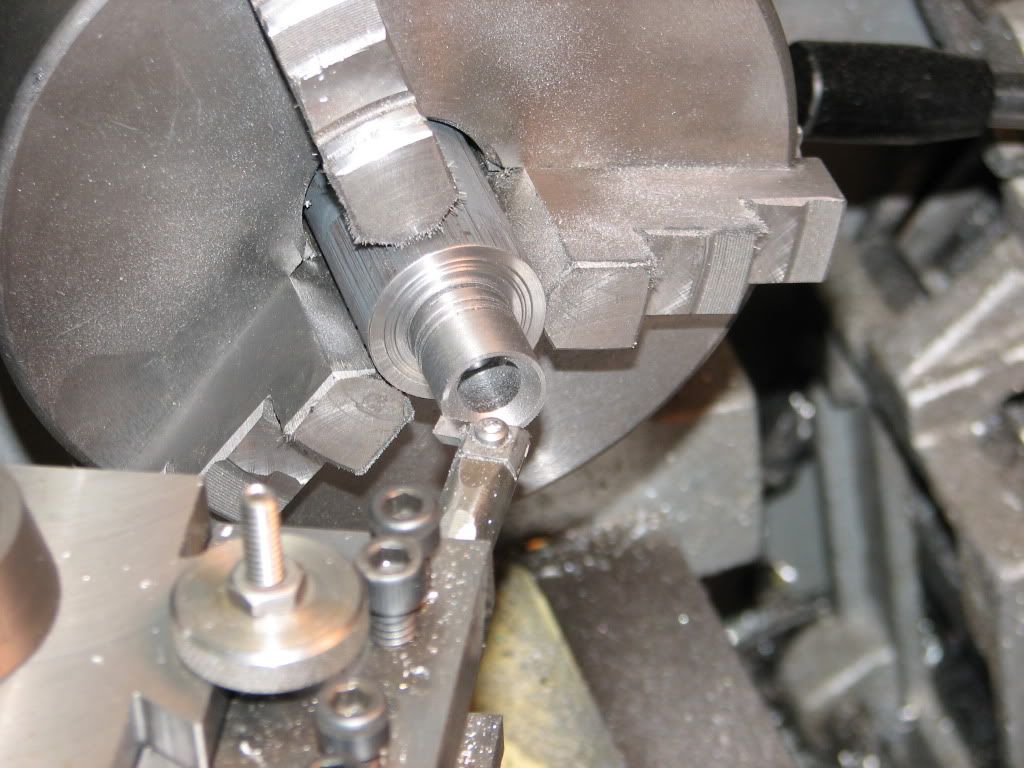
After drilling and tapping the holes on the bearing housing face and a little cleanup I had my firs finished part.

To be continued
Eric
I will be making some relatively minor changes to the original design including not using metric screws. I have modeled all of the parts and produced new drawings with inch dimensions. I find it less error prone if I do not need to do the translation from mm to inches on the fly.
I ordered the material I needed and started making chips just over a week ago. I will now try to get this build log up to date.
I started with the largest piece in this engine, the crank case. Starting with a 2.5 inch diameter piece of aluminum I turned a section down to 2.1 inches to reduce the amount of milling. I also bored out the central cavity. I used my 4-jaw since my 3 jaw is on the small size and would not grip as well as the 4-jaw.
Next I move the chuck with the part to the h/v rotary table on the mill. After milling the hex shape I drilled and tapped all of the holes on the hex faces.
Then it was back to the lathe where I parted the crank case from its handle. Back on the rotary table, this time in the horizontal position with the 3-jaw I milled the part to length and did all of the features on the valve face.
After drilling and tapping the holes on the bearing housing face and a little cleanup I had my firs finished part.
To be continued
Eric



")