




In response to Crankshafters request----A few years ago I designed, built, and posted a thread about building a 2 ball governor. I am posting the link that will get you (hopefully) a download of it all in .pdf files.
http://www.mediafire.com/file/nw4ryqtqdu5/BRIANS FLYBALL GOVERNOR.zip
Someone later requested that I design a 3 ball version of it. I did, and they posted their finished project. I can't remember who it was now. I have never built it (the 3 ball version) myself. Only a few of the parts change. I am going to make one now, so I will post about it as I go.---Brian
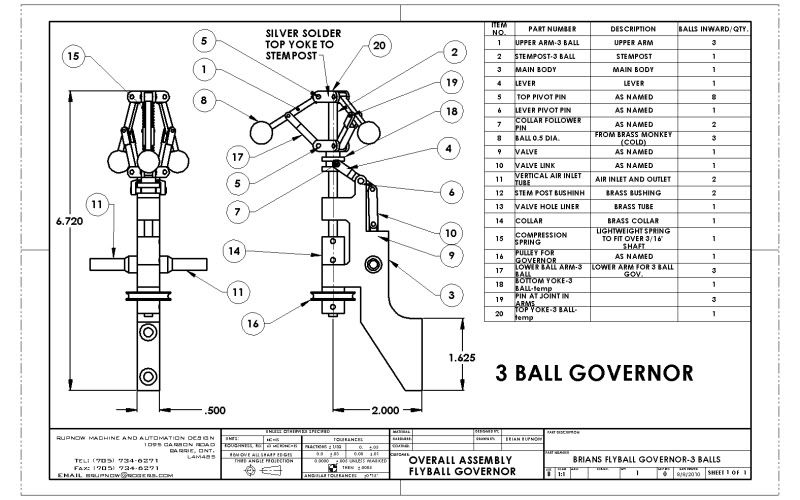
View attachment BRIANS FLYBALL GOVERNOR-3 BALLS-DRAWING.PDF
http://www.mediafire.com/file/nw4ryqtqdu5/BRIANS FLYBALL GOVERNOR.zip
Someone later requested that I design a 3 ball version of it. I did, and they posted their finished project. I can't remember who it was now. I have never built it (the 3 ball version) myself. Only a few of the parts change. I am going to make one now, so I will post about it as I go.---Brian
View attachment BRIANS FLYBALL GOVERNOR-3 BALLS-DRAWING.PDF


")






