




BobWarfield
Well-Known Member
- Joined
- Dec 27, 2007
- Messages
- 1,151
- Reaction score
- 1
I'm doing a CNC conversion on an IH Mill and needed to thread the Z-axis leadscrew bracket to take the ballnut's 18 TPI threads. Pretty straightforward, but I hadn't cut a thread quite this large or coarse before, and in fact, it had been probably 18 months since I did a single point threading operation.
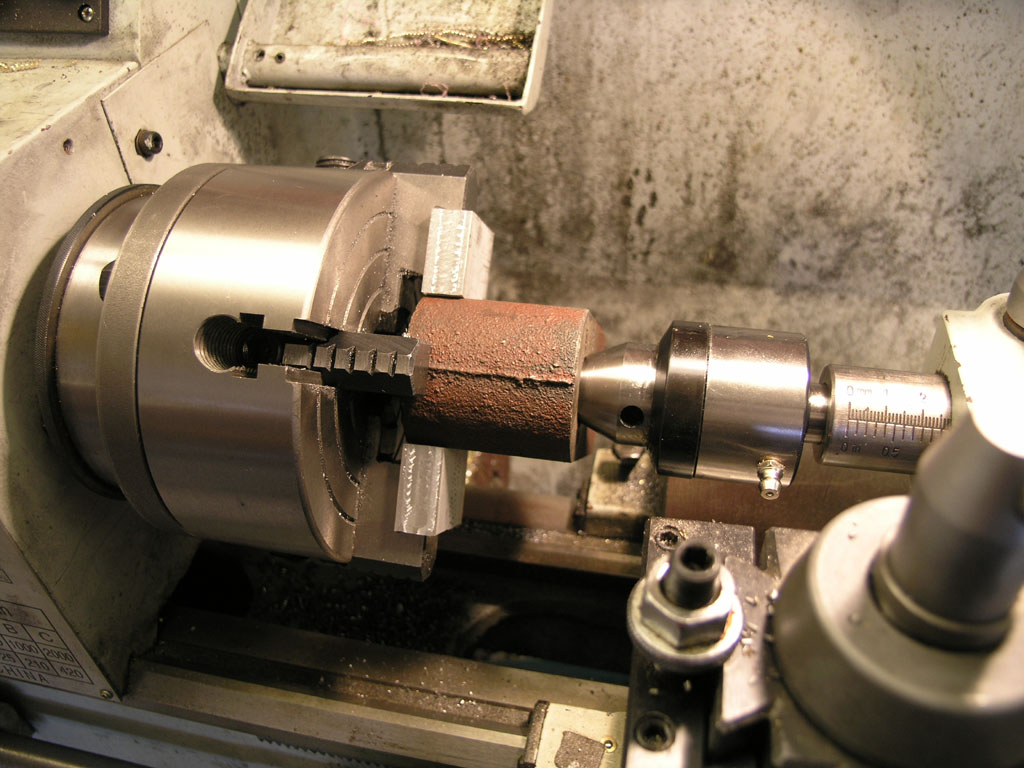
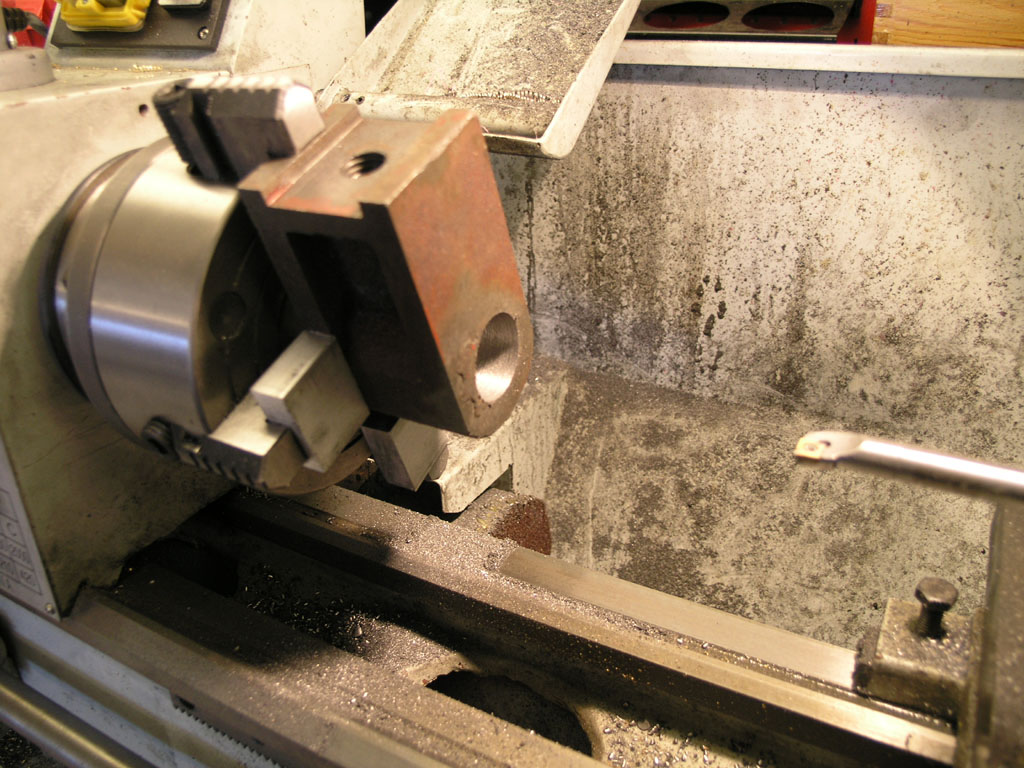
Lining up and workholding this odd-shaped piece was a minor nuisance. Not much to indicate on--rough casting and rough ACME threads. I settled for this method as close enough:
It worked fine. I then used my CCMT boring bar (Micro 100) to bore out to the minor diameter for this inside thread:
Next up is threading, but my lathe has change gears, so that was step 1 before threading. BTW, bicycle cone wrenches are the key to those silly locknuts! A cone wrench is very thin. A set can be had cheaply off eBay and let you get the lock nuts tight and in the right place.
Next I dug out my Carmex indexable threading tool. it's a nice gadget, though not real cheap. They go on sale at Enco periodically, and that's where I got mine. Here's how things looked:

Sorry the threading tool is out of focus, but you get the idea. It worked really nicely in the cast iron despite how fast things traverse for an 18 TPI!
I cut in several passes, with each passes using less depth of cut since the cut is wider. If you keep the same depth every pass you take more material each pass. I used 0.010, 0.006, 0.004, and 0.004 to get the total 0.024" depth for these threads. I did not cut a should inside, just popped the feed handle at approx the same location each time and it worked out fine. The threaded portion is much deeper than the actual threads. I also didn't chamfer the end, but probably should have.
In any event, all's well that ends well:

The ballnut fits like a glove. Note the cardboard tube. If you pull that out the little balls all jump out and run and hide among the chips. Very bad news!
Cheers,
BW
Lining up and workholding this odd-shaped piece was a minor nuisance. Not much to indicate on--rough casting and rough ACME threads. I settled for this method as close enough:
It worked fine. I then used my CCMT boring bar (Micro 100) to bore out to the minor diameter for this inside thread:
Next up is threading, but my lathe has change gears, so that was step 1 before threading. BTW, bicycle cone wrenches are the key to those silly locknuts! A cone wrench is very thin. A set can be had cheaply off eBay and let you get the lock nuts tight and in the right place.
Next I dug out my Carmex indexable threading tool. it's a nice gadget, though not real cheap. They go on sale at Enco periodically, and that's where I got mine. Here's how things looked:
Sorry the threading tool is out of focus, but you get the idea. It worked really nicely in the cast iron despite how fast things traverse for an 18 TPI!
I cut in several passes, with each passes using less depth of cut since the cut is wider. If you keep the same depth every pass you take more material each pass. I used 0.010, 0.006, 0.004, and 0.004 to get the total 0.024" depth for these threads. I did not cut a should inside, just popped the feed handle at approx the same location each time and it worked out fine. The threaded portion is much deeper than the actual threads. I also didn't chamfer the end, but probably should have.
In any event, all's well that ends well:
The ballnut fits like a glove. Note the cardboard tube. If you pull that out the little balls all jump out and run and hide among the chips. Very bad news!
Cheers,
BW
