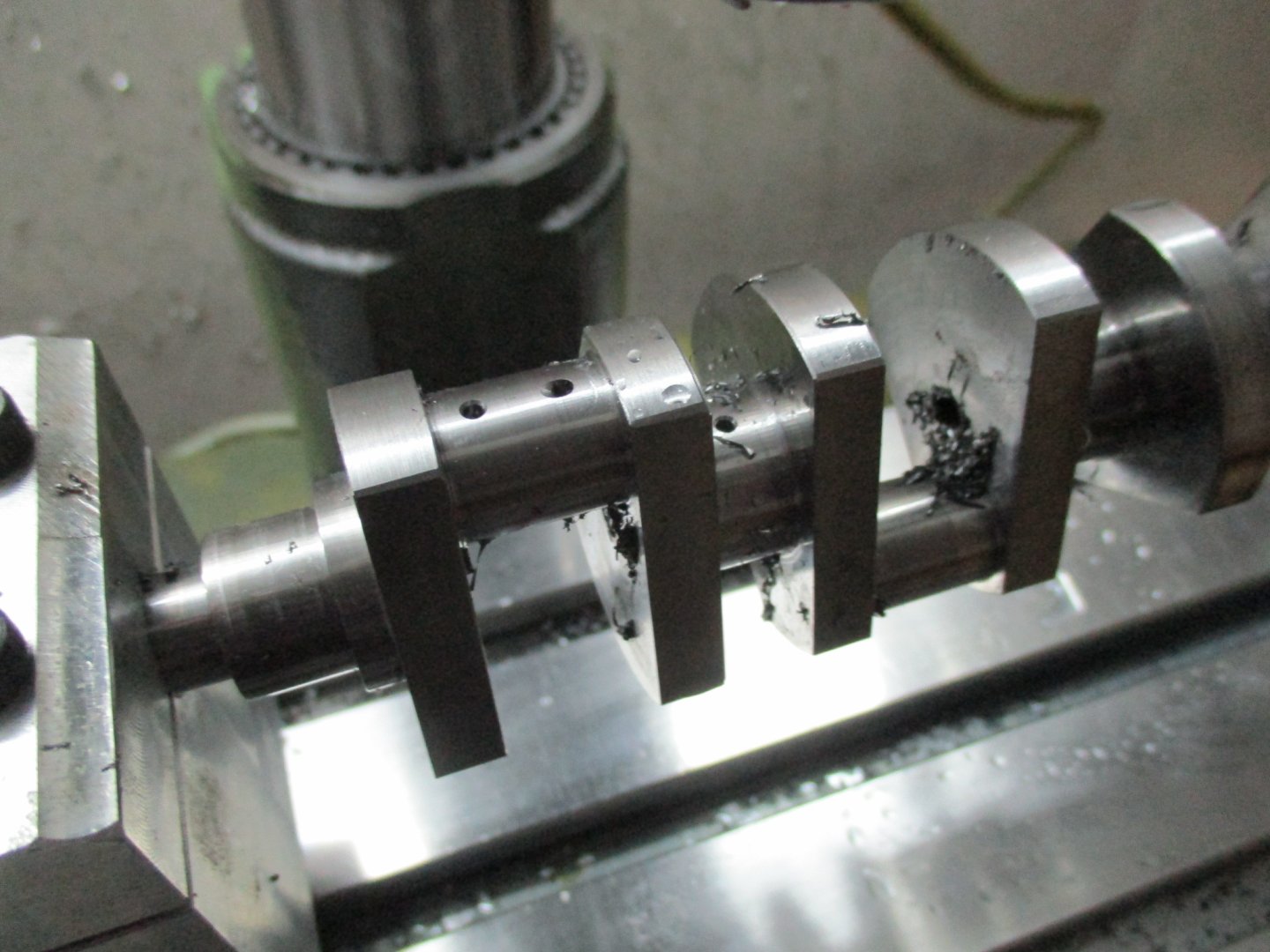
with pulley ratio in reduction 1: 2 the grinding wheel turns up to 6600 rpm , the engine over 13,000 rpm but i can adjust the revs with the potentiometerBeautiful crankshaft and toolpost grinder. Well done.
What was the spindle speed of your home made toolpost grinder?
What was the diameter, width and grit size of the stone?
Mike
I have several stones, from diameter 90 (pink color) mm to 110 mm , grit 120-220
")