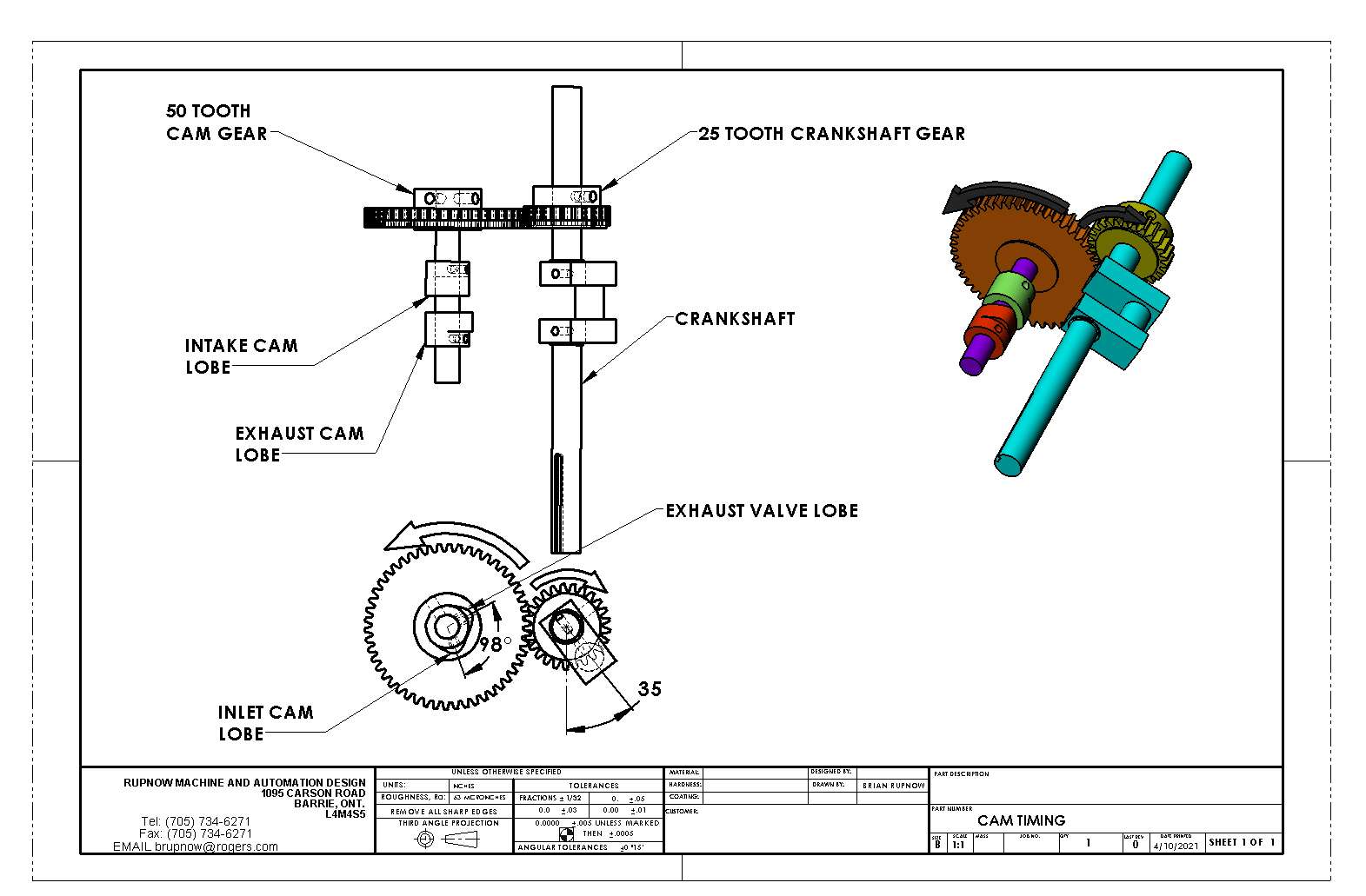
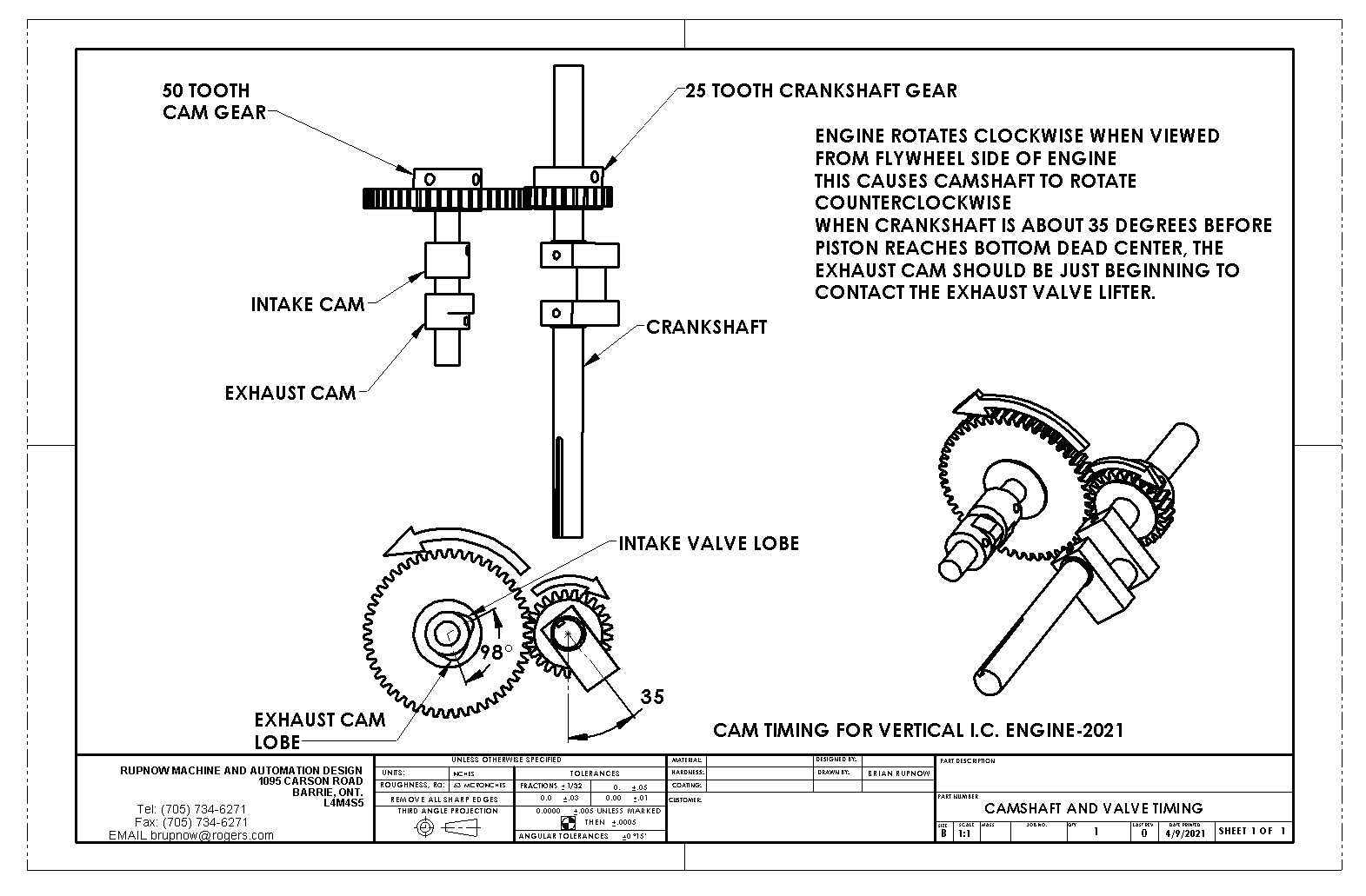
Colin--I didn't move the inlet only. To get at the cams and set screws, you have to completely disassemble the engine. I set the intake and exhaust cam lobes up to have 98 degrees of separation and they stayed that way. The first time I assembled the engine, I had the two cams 180 degrees out of phase with each other (Don't know how I managed that), and the engine wouldn't run. I completely disassembled the engine, removed the camshaft, and reset the cams the way they should be, then reassembled it and it ran, albeit very damned fast and with no throttle response. I decided that the cam timing was more or less correct, but based on air puffing out the carburetor while the engine was running, I deduced that the cam timing needed to be retarded a bit.--that was easy to do---I just set the crankshaft in the correct position rotationally, removed the gear cover, loosened off the set screws on the crankshaft gear, and turned the crankshaft gear by hand until I seen that the exhaust was starting to open, then locked up and reassembled everything.---Brian