David Morrow
Well-Known Member
- Joined
- Sep 8, 2008
- Messages
- 227
- Reaction score
- 60
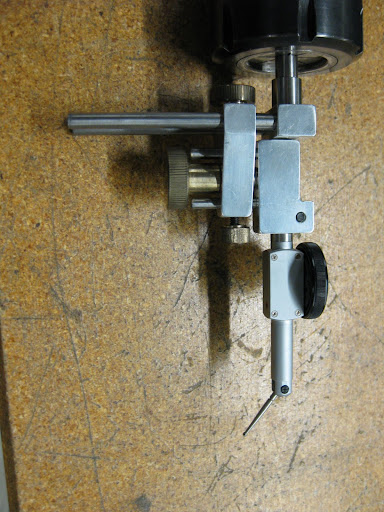
I haven't used my Starrett dial test indicator too much so haven't had much problem solving to do with it. But, the one thing that I couldn't figure out was how to center a round piece of material on my mill. It seems that everything that I read showed how to do this by indicating off the inside - assuming that everything being indicated had a center hole already drilled. I think what I needed was a DTI with some more attachments or a tip that was elbow shaped. I didn't have either. It seemed that all I needed was to get the DTI out and away from the mill spindle.
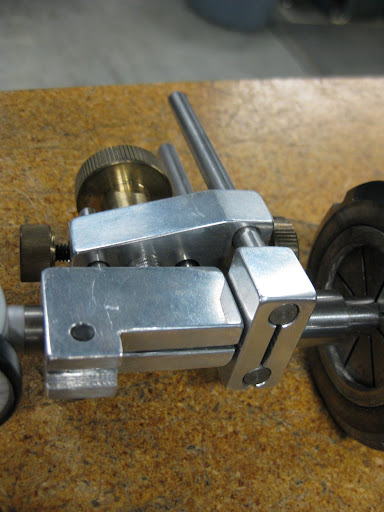
So, necessity being the mother of invention, I made up a simple device using piece of .750" aluminum turned to mount in the end mill holder. That was cross drilled for a piece of .375" brass. The brass was in turn cross drilled to hold the DTI. Both pieces are tapped 10-32 and SHCS's are used to hold it all together and make the larger adjustments for the DTI's location.
Undoubtedly one of these has already been built long ago or is for sale somewhere by someone, but for me, at least, it's original and it solved a pressing problem.

So, necessity being the mother of invention, I made up a simple device using piece of .750" aluminum turned to mount in the end mill holder. That was cross drilled for a piece of .375" brass. The brass was in turn cross drilled to hold the DTI. Both pieces are tapped 10-32 and SHCS's are used to hold it all together and make the larger adjustments for the DTI's location.
Undoubtedly one of these has already been built long ago or is for sale somewhere by someone, but for me, at least, it's original and it solved a pressing problem.