




Many years ago I built a Gauge 1 version of Ernest Glaser's "Cracker". Cracker, originally Gauge 0, is a single cylinder, gear driven, single acting oscillating engine with a gas fired boiler. Here are a few examples of Cracker.

The plans for Cracker are available at:
http://home.iae.nl/users/summer/16mmngm/Articles_htms/Cracker.htm
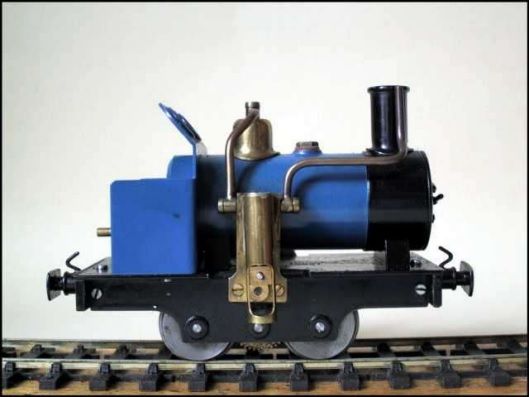
My version of Cracker, named "Chip", is a scale up, convert to inch and round off of Mr. Glaser's plan. The bore is 7/16" with a stroke of 5/8". Gear reduction is 3.25 to 1. Chip has no lubricator, throttle, water gauge or safety valve (the oscillating motor is the safety). The burner is Mr. Glaser's original, converted from metric to inch. A separate car carries the fuel tank. Here is Chip as finished:
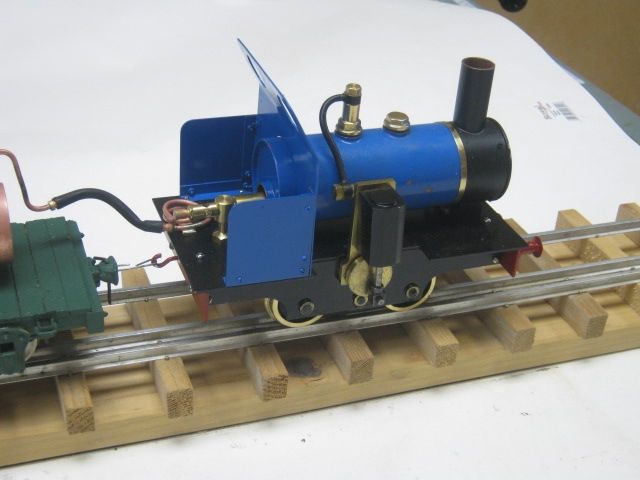
I like the Cracker design a lot and have since built several variants. They are surprisingly powerful and long running little engines. This version, named "Regal", follows the general Glaser plan, but is fired by alcohol with the fuel tank between the frames.
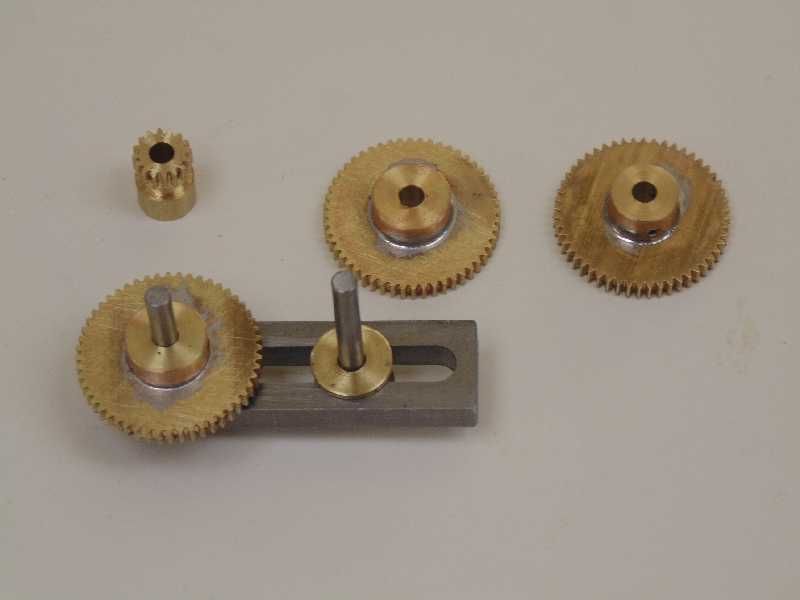
Start the construction with the gear train. The Regal gears are 48 Diametral Pitch. The pinion on the crank shaft is 18 tooth, with gears of 52 teeth. This train provides a gear ratio of 3.25 to 1. I made my own gears for Regal, however, stock gears are available.
http://www.homemodelenginemachinist.com/showthread.php?t=26549

It's best to test the gears for fit prior to making the frames. Ensure the gears turn without any bind, but are not too loose. Carefully measure the distance between pinion and gears and use this dimension for the frames.
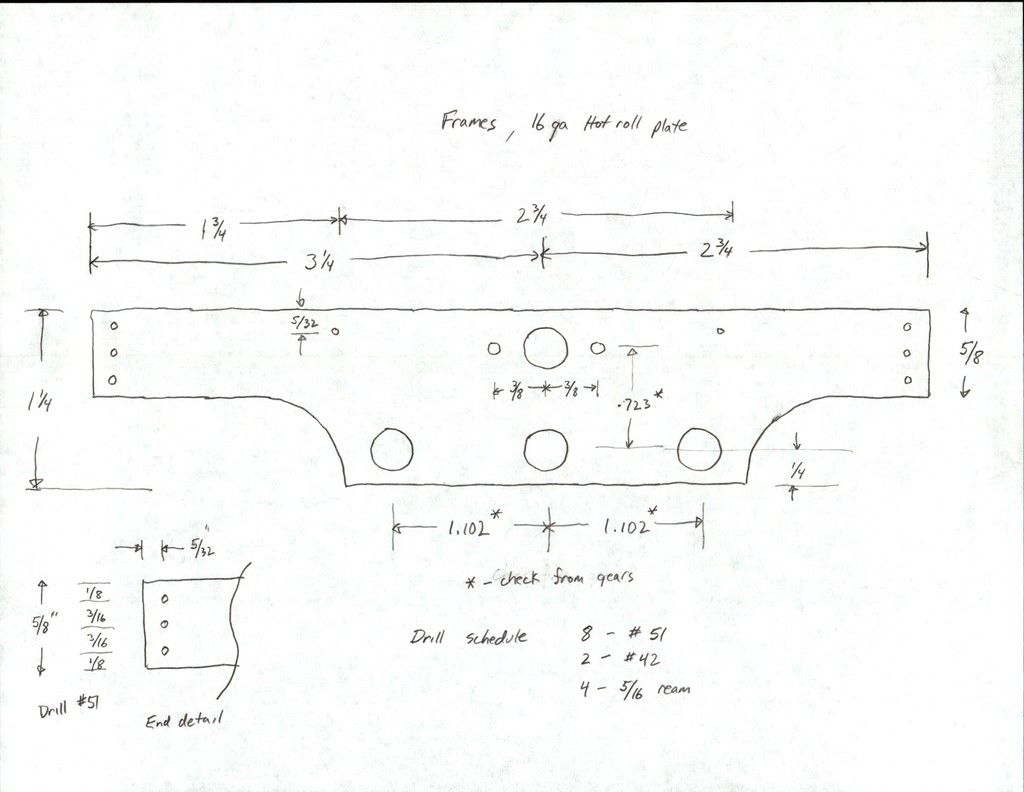
The frames are 16 gauge (approx. 0.059") hot rolled plate. Sheet brass will work as well. Do not use aluminum or stainless steel. Here is the drawing:
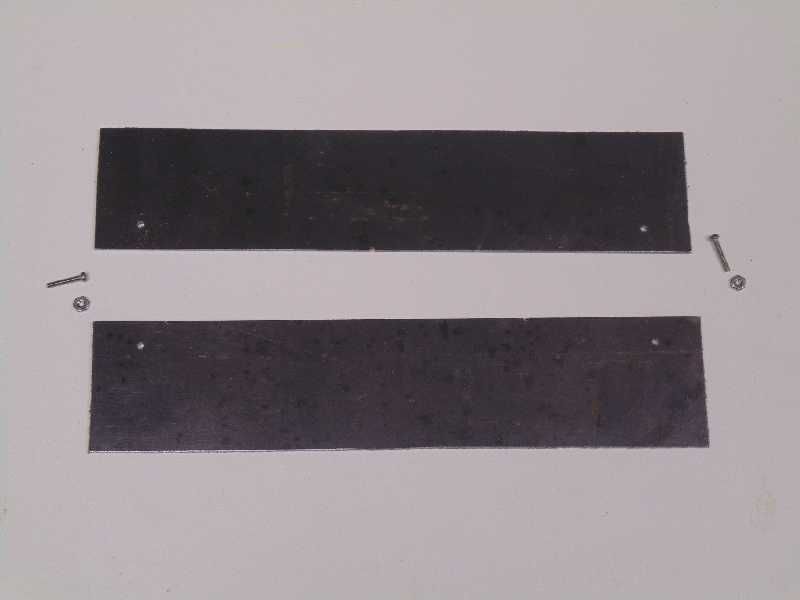
Saw two pieces about 1/8" oversize and clamp together with 0 x 80 machine screws. Place the screws in the lower corners of the frames where they later waste out.
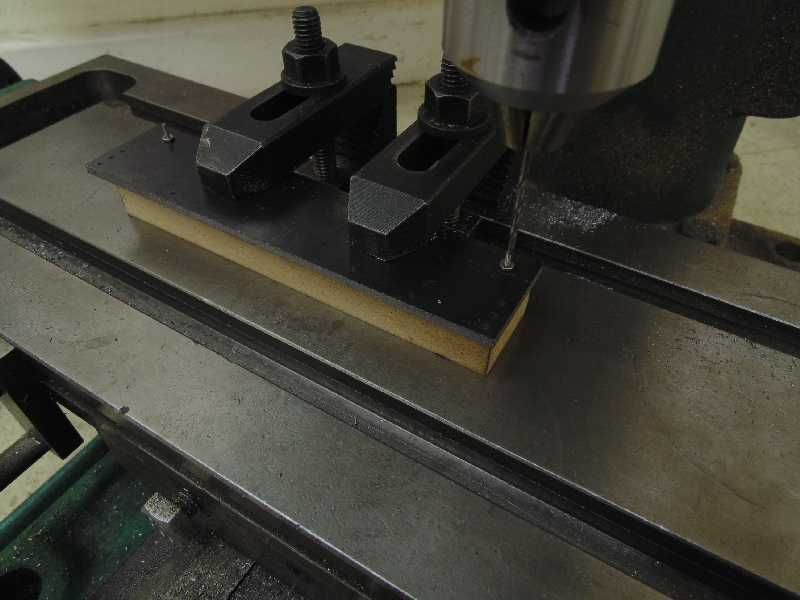
Clamp the frame slabs to the table of the mill. Place a 3/4" thick MDF spacer under the frames to prevent drilling or milling into the table.

Mill the ends to 6" overall length. Mill one long edge cleanly. This long end is the top of the frame for the next operations.

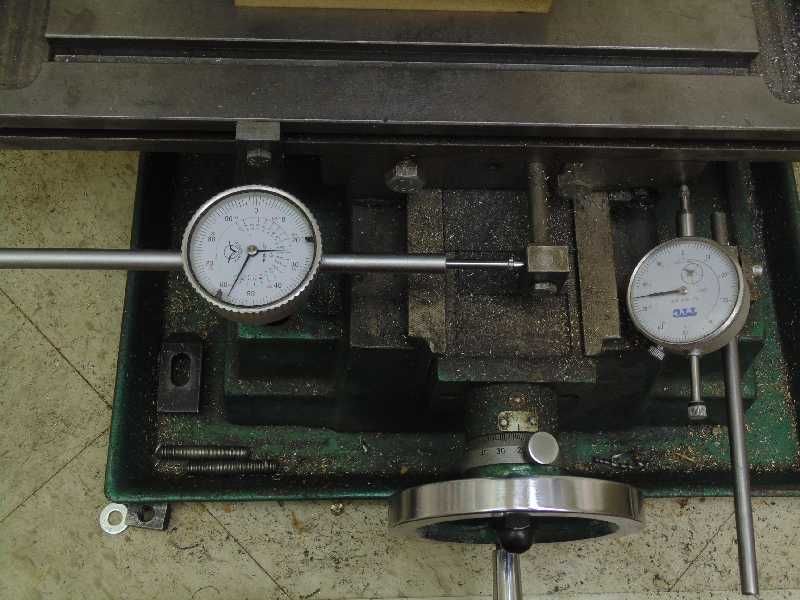
Set up dial indicators on the X and Y axis of the mill table. Or use the DRO if have one.
Locate and drill a total of eight #51 holes for 0 x 80 machine screw clearance.
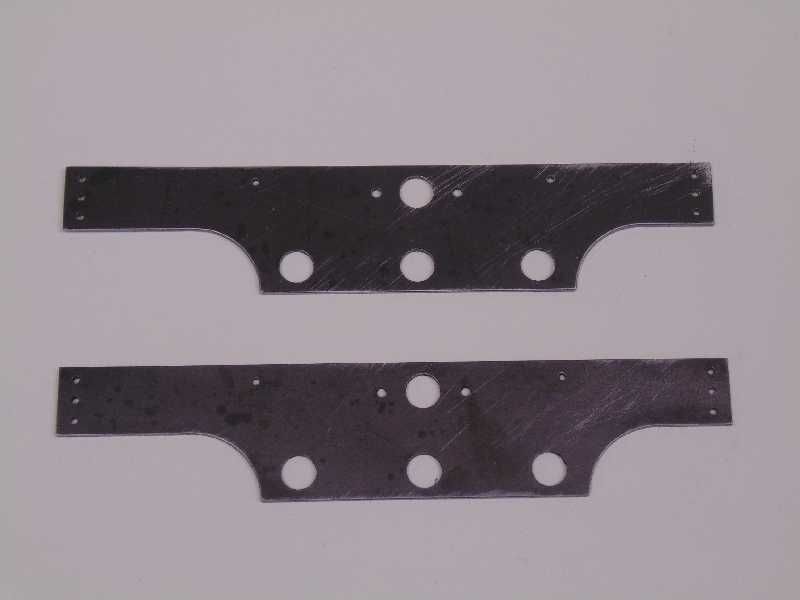
Reposition the milling table clamps, without disturbing the frames to drill and ream holes for axle and crank bearings. These locations are based on the gear train test result. Drill two #42 holes for the engine standard. Holes for the axles and crank bearing must be accurately located. The dial indicators on the mill table makes easy work of the frames.

Remove the frames from the mill and finish the bottom edge. Finish the bottom edge either on the mill or by hand. Even though Regal is a single cylinder engine, both frames are drilled for the engine. This way the engine can be placed on either side.
Next time, we'll work on the end beams, assemble the frame, make and install the bearings.


The plans for Cracker are available at:
http://home.iae.nl/users/summer/16mmngm/Articles_htms/Cracker.htm
My version of Cracker, named "Chip", is a scale up, convert to inch and round off of Mr. Glaser's plan. The bore is 7/16" with a stroke of 5/8". Gear reduction is 3.25 to 1. Chip has no lubricator, throttle, water gauge or safety valve (the oscillating motor is the safety). The burner is Mr. Glaser's original, converted from metric to inch. A separate car carries the fuel tank. Here is Chip as finished:

I like the Cracker design a lot and have since built several variants. They are surprisingly powerful and long running little engines. This version, named "Regal", follows the general Glaser plan, but is fired by alcohol with the fuel tank between the frames.
Start the construction with the gear train. The Regal gears are 48 Diametral Pitch. The pinion on the crank shaft is 18 tooth, with gears of 52 teeth. This train provides a gear ratio of 3.25 to 1. I made my own gears for Regal, however, stock gears are available.
http://www.homemodelenginemachinist.com/showthread.php?t=26549

It's best to test the gears for fit prior to making the frames. Ensure the gears turn without any bind, but are not too loose. Carefully measure the distance between pinion and gears and use this dimension for the frames.

The frames are 16 gauge (approx. 0.059") hot rolled plate. Sheet brass will work as well. Do not use aluminum or stainless steel. Here is the drawing:

Saw two pieces about 1/8" oversize and clamp together with 0 x 80 machine screws. Place the screws in the lower corners of the frames where they later waste out.

Clamp the frame slabs to the table of the mill. Place a 3/4" thick MDF spacer under the frames to prevent drilling or milling into the table.

Mill the ends to 6" overall length. Mill one long edge cleanly. This long end is the top of the frame for the next operations.

Set up dial indicators on the X and Y axis of the mill table. Or use the DRO if have one.

Locate and drill a total of eight #51 holes for 0 x 80 machine screw clearance.

Reposition the milling table clamps, without disturbing the frames to drill and ream holes for axle and crank bearings. These locations are based on the gear train test result. Drill two #42 holes for the engine standard. Holes for the axles and crank bearing must be accurately located. The dial indicators on the mill table makes easy work of the frames.

Remove the frames from the mill and finish the bottom edge. Finish the bottom edge either on the mill or by hand. Even though Regal is a single cylinder engine, both frames are drilled for the engine. This way the engine can be placed on either side.

Next time, we'll work on the end beams, assemble the frame, make and install the bearings.


































































