Hello Ved, When I was young I used to play with toys which created a lot of enjoyment. At this stage of life I am creating toys, much better quality and they work. I also feel very creative. So what if you look at them as toys. It is what they mean to me that matters. Norm

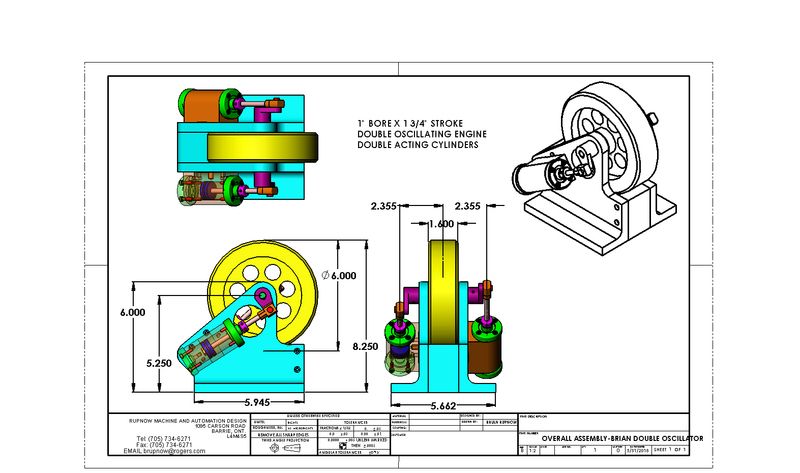
Double acting Double Oscillator
- Thread starter Brian Rupnow
- Start date