




The distortion comes from within the metal itself as you've discovered.
This is due to internal stresses and atom alignment.
Simplified it's like layin bricks, there's a certain logic in which metals are formed or bricks are layed. When removing some metal or by inducing stress (turning/bending etc.) the layout is changed and this can cause some metals to "move" to another position.
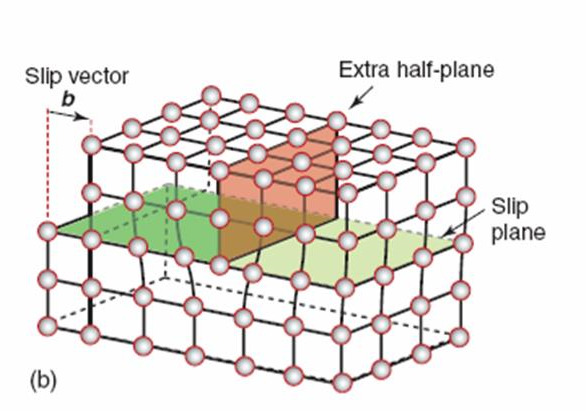
In the first pic there arent any atoms removed but rather "chushed" together like you would in a bending/rolling/pressing situation.
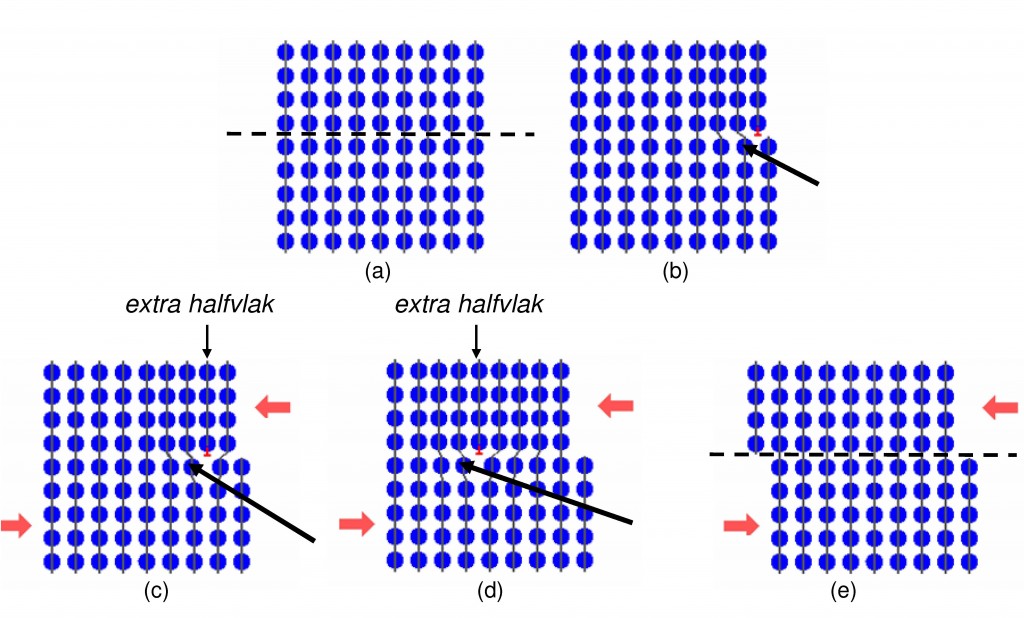
During the removing process of surrounding metal (turning/milling/cutting) at a certain point situation C can become D which doesnt change the form.
But the build up tension is released in situation E the product becomes distorted (elleptical in your example)
The heat treatment removes build up stress in the part which can cause shifts in the pattern and settle's the metal in its new form. Finish turning induces much less stress which helps to keep the form. It "regenerates" the structure to form E so there's no left over stresses (or a lot less depending on the time and temperature in the oven).
The way some bar stock is made by pressing/rolling induces stress in a certain form. Making square bar stock unsuited for this kind of application.
This is due to internal stresses and atom alignment.
Simplified it's like layin bricks, there's a certain logic in which metals are formed or bricks are layed. When removing some metal or by inducing stress (turning/bending etc.) the layout is changed and this can cause some metals to "move" to another position.
In the first pic there arent any atoms removed but rather "chushed" together like you would in a bending/rolling/pressing situation.
During the removing process of surrounding metal (turning/milling/cutting) at a certain point situation C can become D which doesnt change the form.
But the build up tension is released in situation E the product becomes distorted (elleptical in your example)
The heat treatment removes build up stress in the part which can cause shifts in the pattern and settle's the metal in its new form. Finish turning induces much less stress which helps to keep the form. It "regenerates" the structure to form E so there's no left over stresses (or a lot less depending on the time and temperature in the oven).
The way some bar stock is made by pressing/rolling induces stress in a certain form. Making square bar stock unsuited for this kind of application.









