




- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,285
Niels kindly supplied me with a piece of 2mm sq and 4mm dia carbide
I machined from solid a holder for the 4mm dia carbide and was impressed
so I decided to make a holder for the 2mm sq.Did thing differently to avoid
having to cut/broach the 2mm sq hole and also hacksaw a slot for clamping
I fabricated from 3 pieces of steel and finished the clamp/holding slot
before fully welding together.A little bit more involved but easier and works
well.Following photos show how I went about it
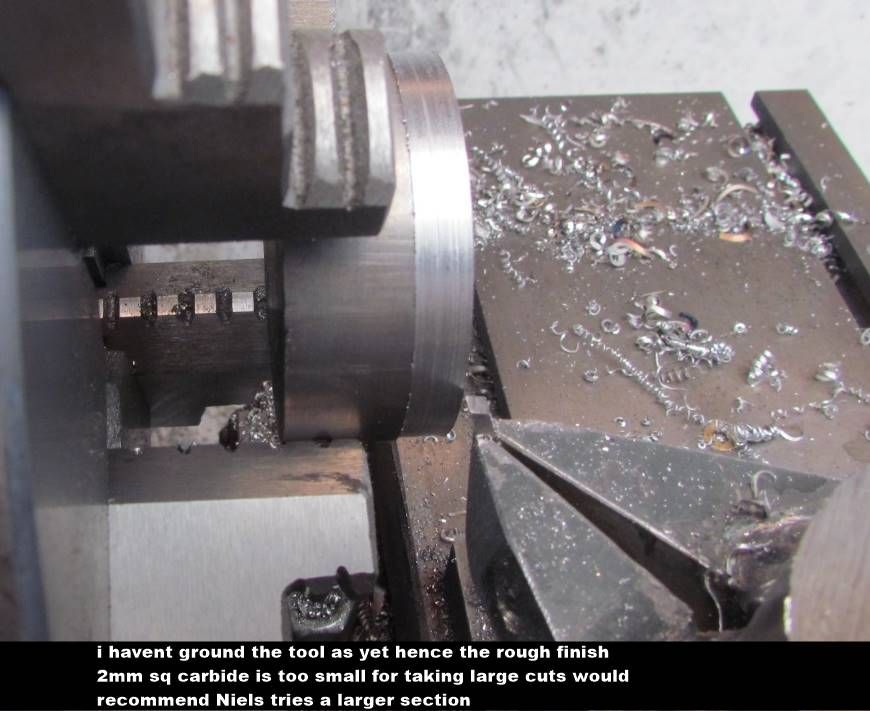
One suggestion for NIELS is to use a larger section of sq carbide
2mm is good for fine detail/light cuts but its size makes it difficult
to get the clearances to front and side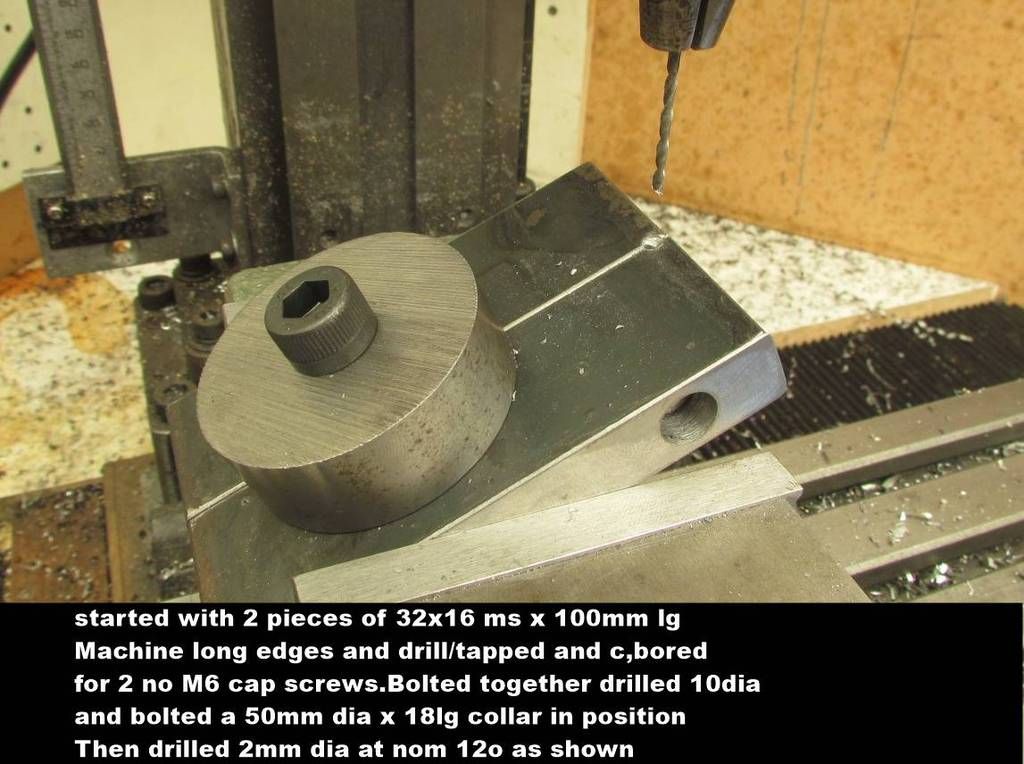








I machined from solid a holder for the 4mm dia carbide and was impressed
so I decided to make a holder for the 2mm sq.Did thing differently to avoid
having to cut/broach the 2mm sq hole and also hacksaw a slot for clamping
I fabricated from 3 pieces of steel and finished the clamp/holding slot
before fully welding together.A little bit more involved but easier and works
well.Following photos show how I went about it
One suggestion for NIELS is to use a larger section of sq carbide
2mm is good for fine detail/light cuts but its size makes it difficult
to get the clearances to front and side

















![WP_20161031_002[2].jpg](https://cdn.imagearchive.com/homemodelenginemachinist/data/attach/39/39709-WP-20161031-002-2-.jpg "WP_20161031_002[2].jpg")
![WP_20161031_005[1].jpg](https://cdn.imagearchive.com/homemodelenginemachinist/data/attach/39/39710-WP-20161031-005-1-.jpg "WP_20161031_005[1].jpg")
![WP_20161109_004[1].jpg](https://cdn.imagearchive.com/homemodelenginemachinist/data/attach/39/39881-WP-20161109-004-1-.jpg "WP_20161109_004[1].jpg")