- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
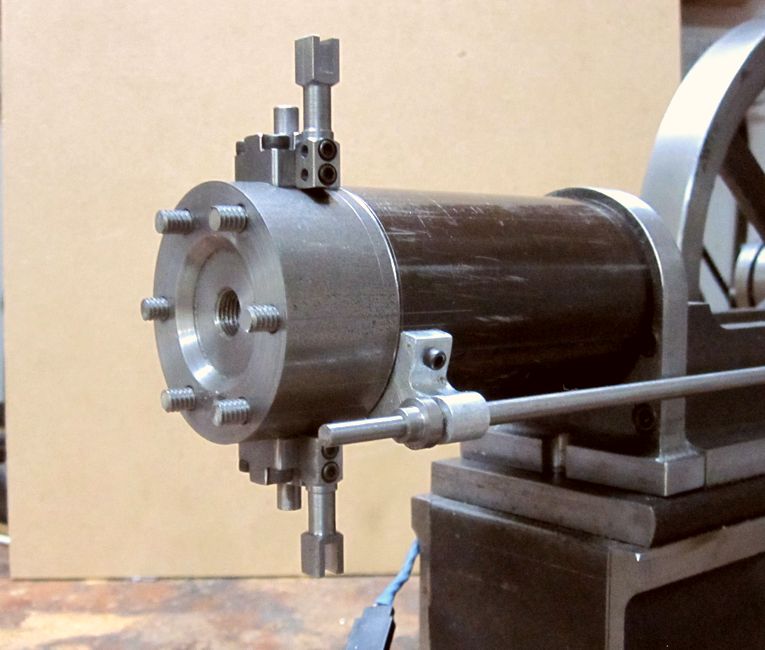
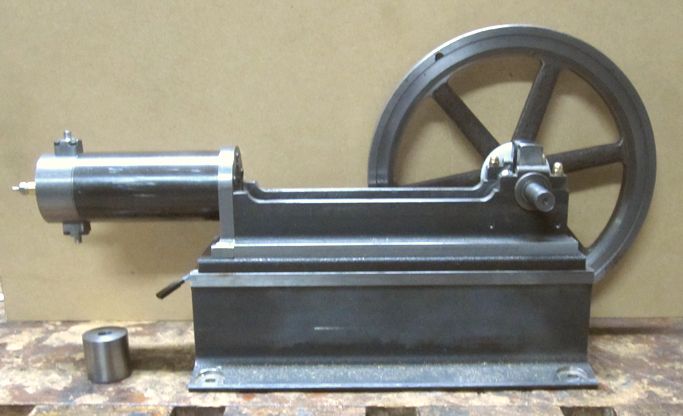
I'm back to work on my (used to be Bessemer) Oilfield engine. Since I'm converting it to 4 stroke operation, I guess it will just be a generic oilfield engine. I'm retaining the frame, flywheel and crankshaft, but the rest of it will be new. I want it to have a sideshaft operated cam and I've already made the helical gears required for it. Then I decided to move on to the head since that's a pretty tricky part of this type engine. I've been working on the design for over a week. Here is the outside with a glow plug screwed in and one valve cage attached. I plan to use spark ignition, but will need to order a plug for it.

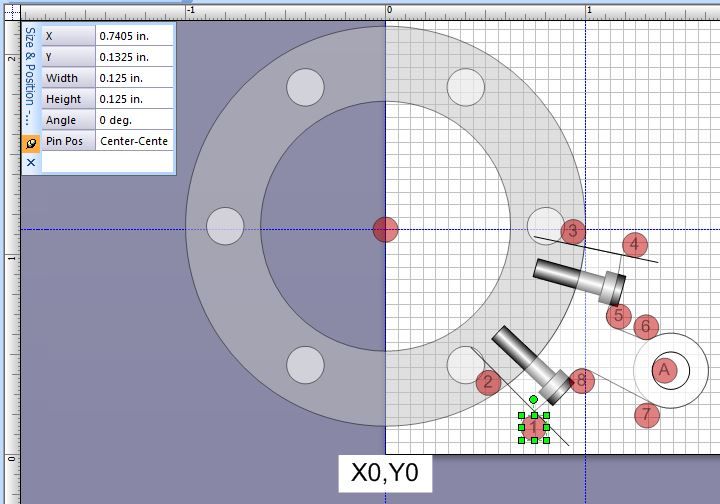
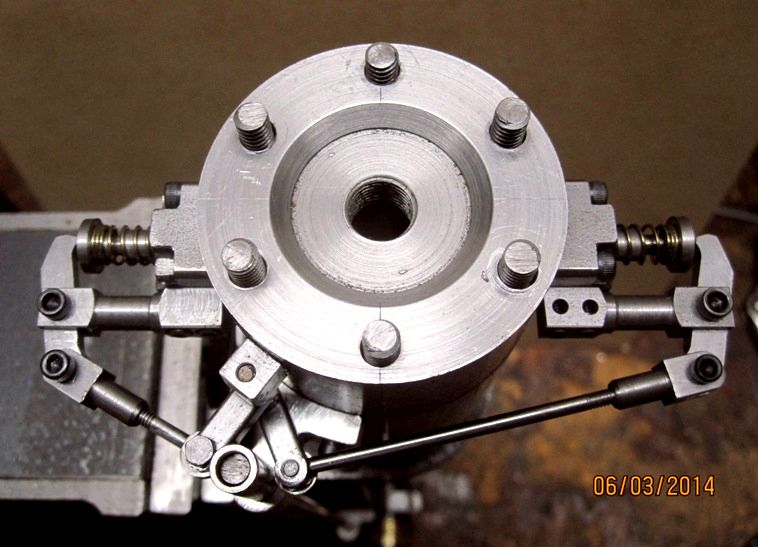
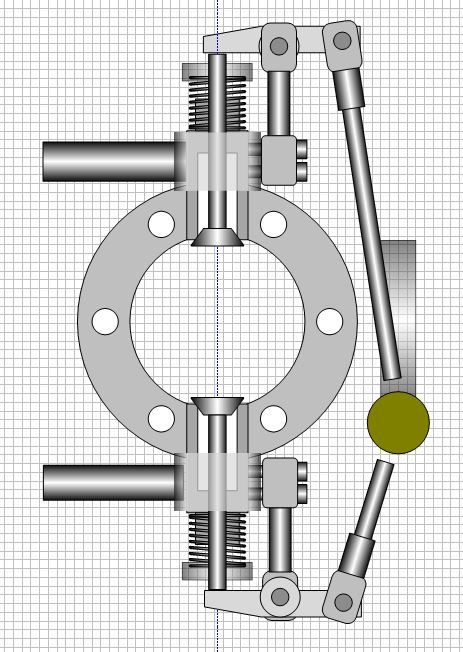
Hear is the inside, showing the combustion chamber, which is 1.25" diameter and 5/8" deep.

The exhaust valve will be on top and the intake will be on the bottom. The bore of the engine will be 1.25" and the stroke will remain at 1.75". The displacement will be 2.15 cu in (35 cc).
Chuck
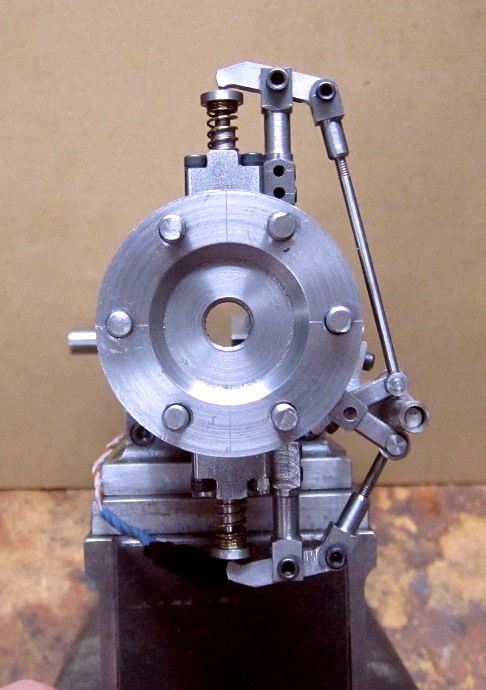
Hear is the inside, showing the combustion chamber, which is 1.25" diameter and 5/8" deep.
The exhaust valve will be on top and the intake will be on the bottom. The bore of the engine will be 1.25" and the stroke will remain at 1.75". The displacement will be 2.15 cu in (35 cc).
Chuck




 . But a good movie and nice dinner with the spouse made up for it.
. But a good movie and nice dinner with the spouse made up for it.