Here are the piston and their rods. I made them a while ago so I'm just throwing them in here. I will be making some Teflon rings for them.
Now for the eccentrics. I start off turning some grooves in some 3/4" for the rib I made in the straps. Then I cut them off a little long.
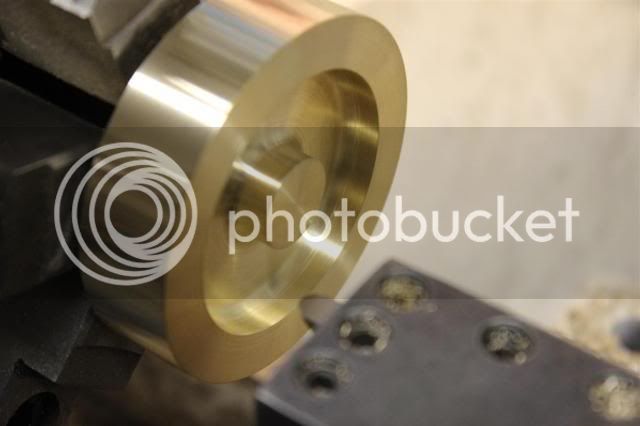
Then since two of them were only 3/16" thick, I used a stop in my collet. I turned the surface of the stop square. Then I turned the part to thickness. two pieces to 3/16" and two to 3/8".
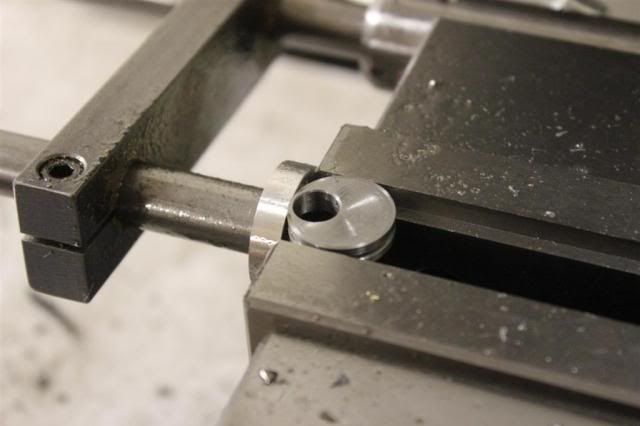
Here is a test fit.
Then a test fit for all of them. The reason I split them into pieces is that I have no idea how different the placement will be for forward and reverse. I will first get it running in just one direction and mark the location. Then the other direction. Once I know the location for both then I will pin and screw both pieces together.
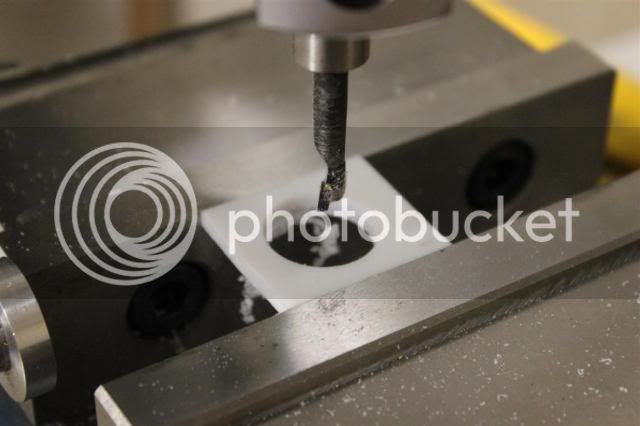
The I drilled the 5/16" hole in all the pieces.
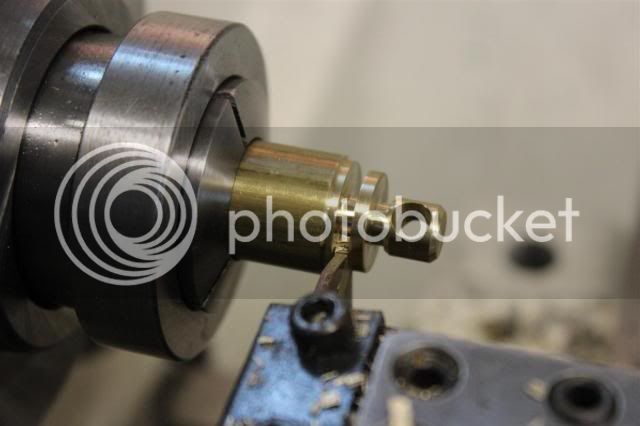
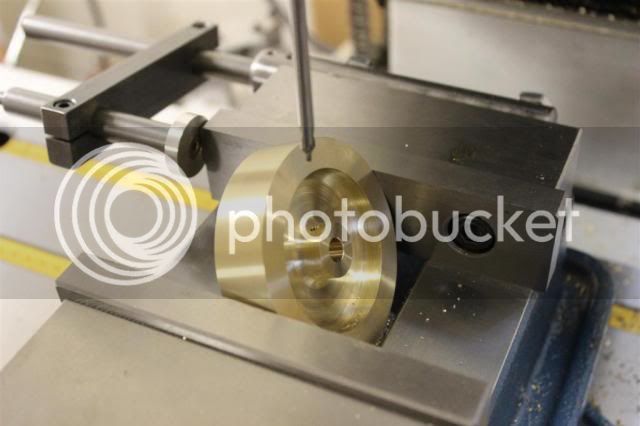
Then for the 3/8" thick parts I made a fixture to turn the hub for the screw to lock it to the shaft. This is another departure from the plans.
Here is the first one turned.
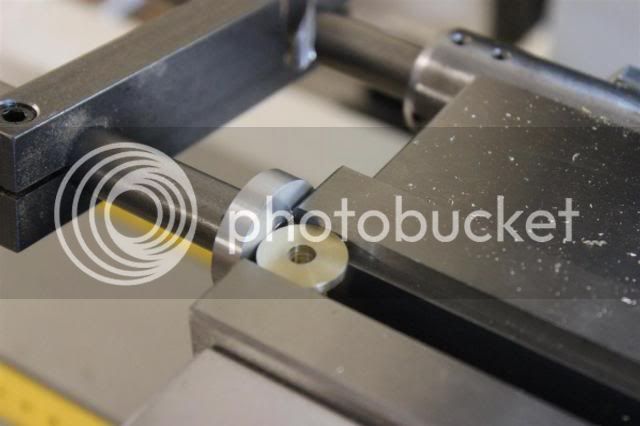
The next two pictures show the completed parts with 2 being mocked up.
Only a couple of parts left!
I think I have only have the flywheel, glands, Input air piping, piston rings and the valve spools.
Next I think I'll make the valve spools.
Gary
PS and the reversing gear linkage parts.





") Thanks for posting so many photos!
Thanks for posting so many photos!