I want to drill better holes. I'm not terrible but..... Anyway, are there such things as trill templates? Also, spacing.....whether you want 5 per part or 8?
In the days before cnc drill plates fitted with drill bushings were common. and you can make them . they are typically for production use when you want to make say ten base plates for an engine and do not want to spend time doing the measurement and layout for each one.
Tin
Drilling - Whether for oil or into metal, a topic worth discussion!
When you say you want to drill "better" holes, what do you mean by that? Are the holes not round? Drill wandering? Holes going off center half way through the work?
As for hole placement - If you have a milling machine or a mill/drill combo, you can fit it with some really cheap Digital Scales and that will help you with hole placement. I fitted mine with two scales from Grizzly for under $75 (I think)
Drill bushings are a neat way of guiding your drill. I have a drill jig I made for round stock. I can fit several different bushings in the jig depending on how large of a hole I need. It gives me a near perfect centered hole every time.
Hi Rob,
Gus is also a very bad driller. Holes get drilled off centres. Took me sometime to get it right.
I made it a point to pop the centre punch on the cross-hair spot on and make correction if necessary. Use prick punch to spot on,followed by regular punch.I use 2mm drill in mini drill bit holder to spot drill and move on to 3mm.This procedure will give a spot on starter point to commence the final drill size. Tip came from USA TubalCain.Drill bit holders were bought from
TokyuHands,Tokyo,Japan. Some forum members use Spotting Drills which gave very good results and again the centre popping must be dead centre.See fotos.
Twist Drills must be precision grinded with web thinned.
if you look at the math section of the machinery handbook or any other good math reference,you will see that the radius of the circumscribed circle of hexagon is equal to the side of a hexagon . so no need to reset the dividers to the cord length .
you can make a drill or layout template so that the holes on the end of a cylinder and the holes on the end caps are the same.
Tin
And that is the beauty of a hard copy of the machinery handbook in the tool box or on the shelf.
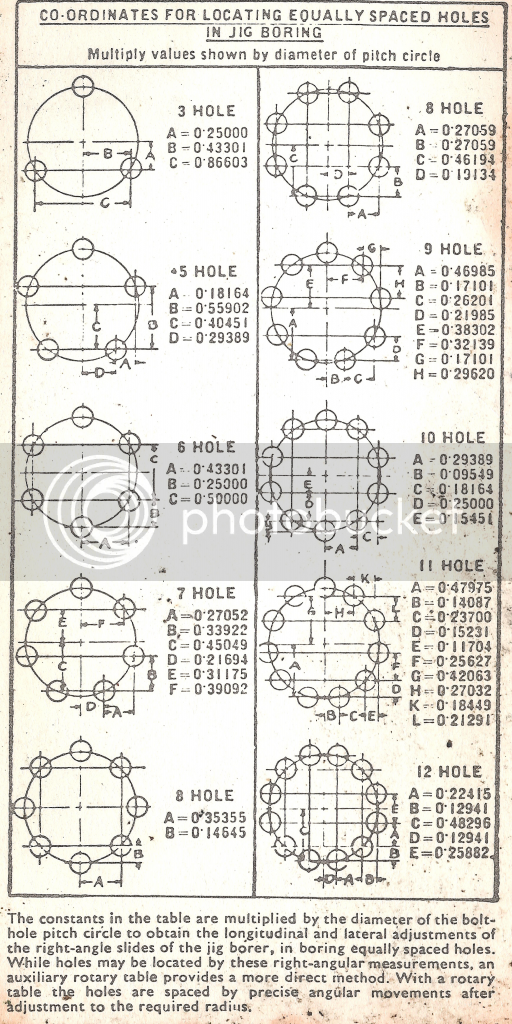
the newer MHB editions have dro coordinates for a diameter of 1 and center of circle at the origin so just multiply the numbers by the diameter of your circle.
That is if one is fortunate enough to have a DRO.
Tin
drill one diameter in from the edge of stock and the pilot drill should be just slightly larger than the web of the drill bit you are using for your final hole.
IMHO
archie =) =) =)
That is an interesting bit of info. If you have a calculator (with trig functions) it's
a lot easier than trying to find the piece of paper with the picture on it.
I don't know why the little bit of trig needed for all most all metalworking is so difficult
for so may people. I guess it's the "engineer" vs "artist" thing in the brain. What is
the expression, right vs. left half of the brain??
...lew...





")