basement_guy
Junior Member
- Joined
- Sep 29, 2012
- Messages
- 51
- Reaction score
- 14
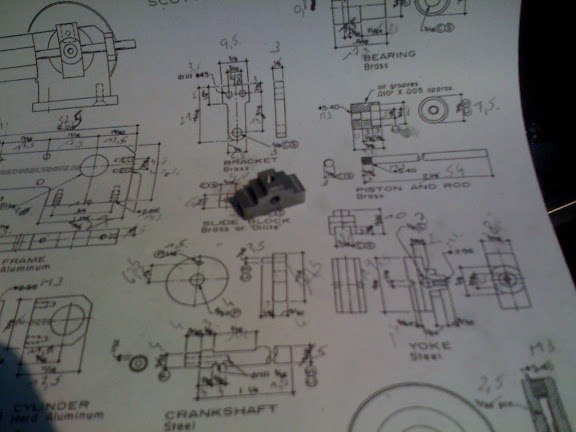
After building the easy engine. I would like to build Elmer's #8
I'm still wet behind the ears so any comment, advise is welcome.
I searched the forum and found interesting stuff.
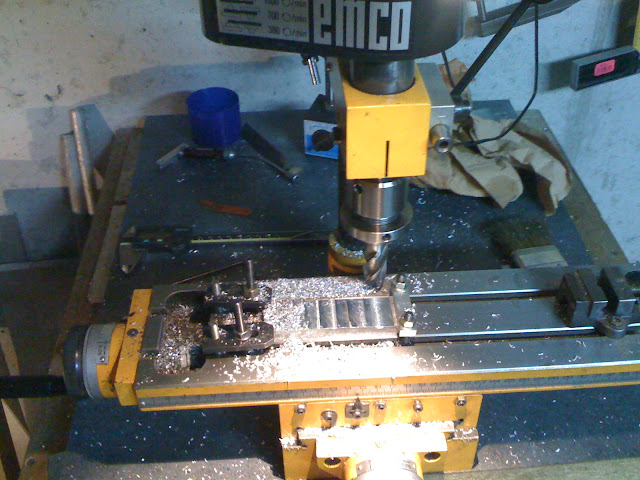
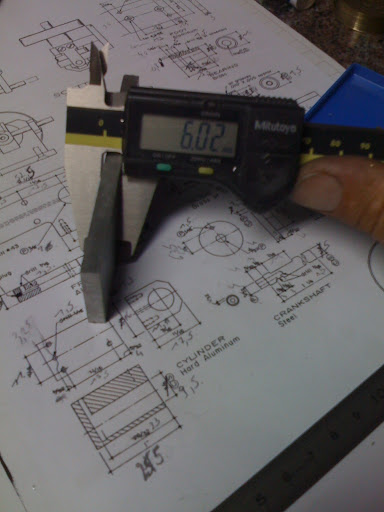
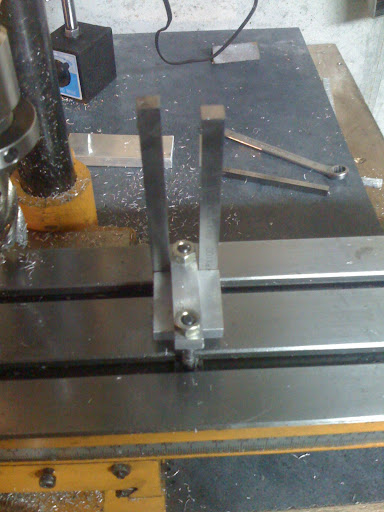
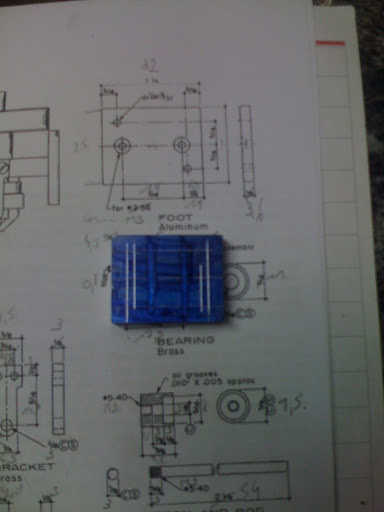
Anyway, here is my build log.
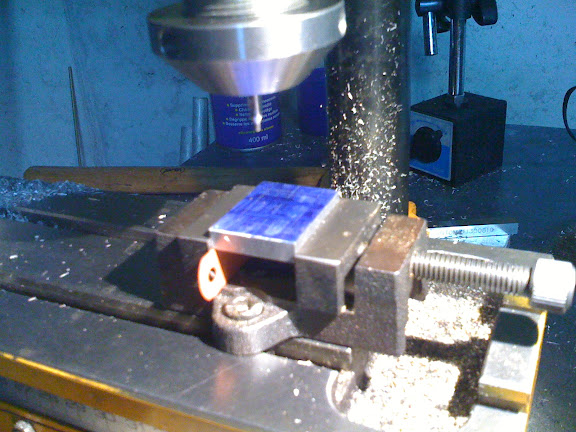
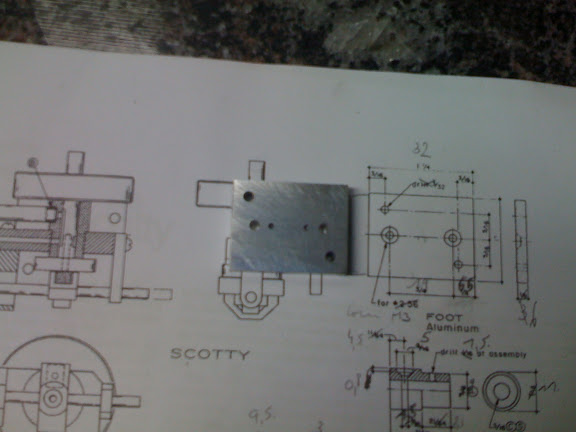
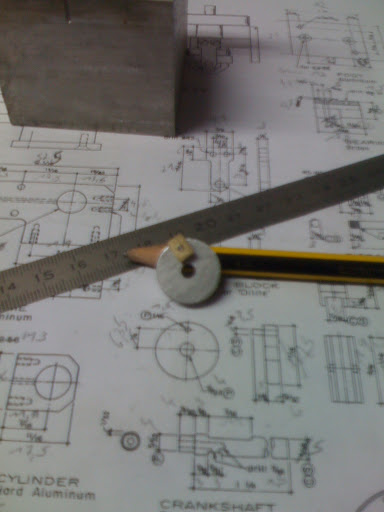
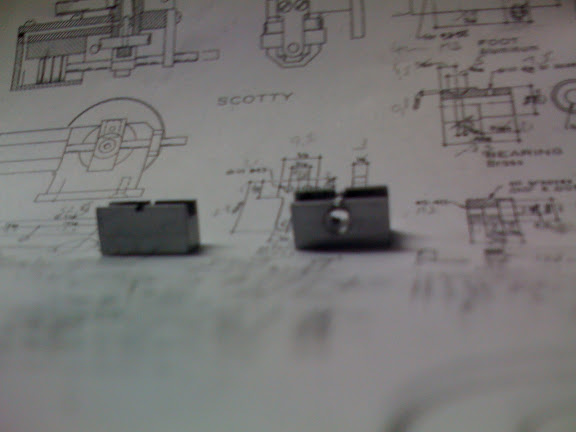
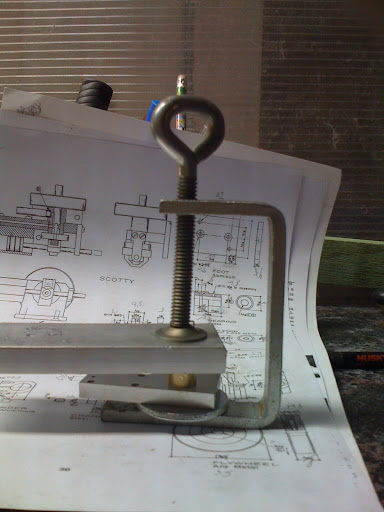
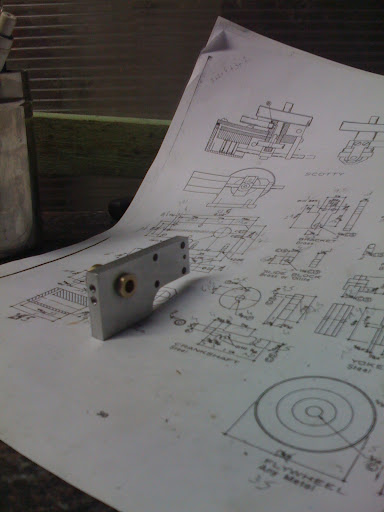
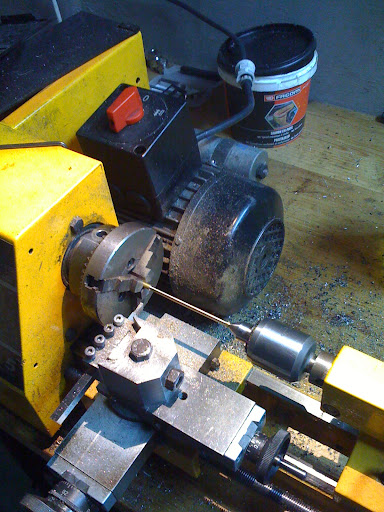
This is the first and second part I have made.
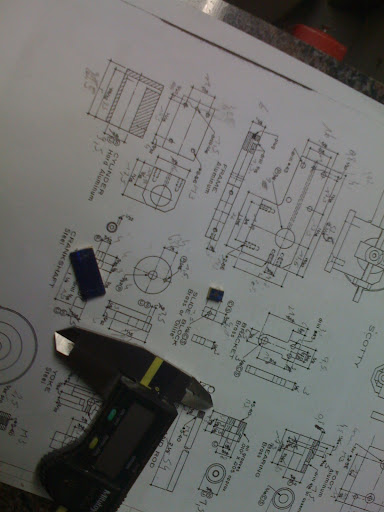
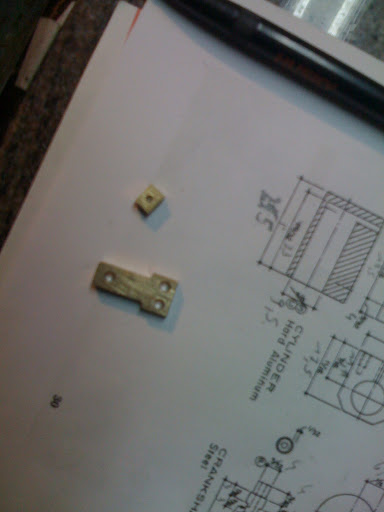
The quality of the pics is worse than the quality of the parts")
edit: resize pictures
I'm still wet behind the ears so any comment, advise is welcome.
I searched the forum and found interesting stuff.
Anyway, here is my build log.
This is the first and second part I have made.
The quality of the pics is worse than the quality of the parts
edit: resize pictures