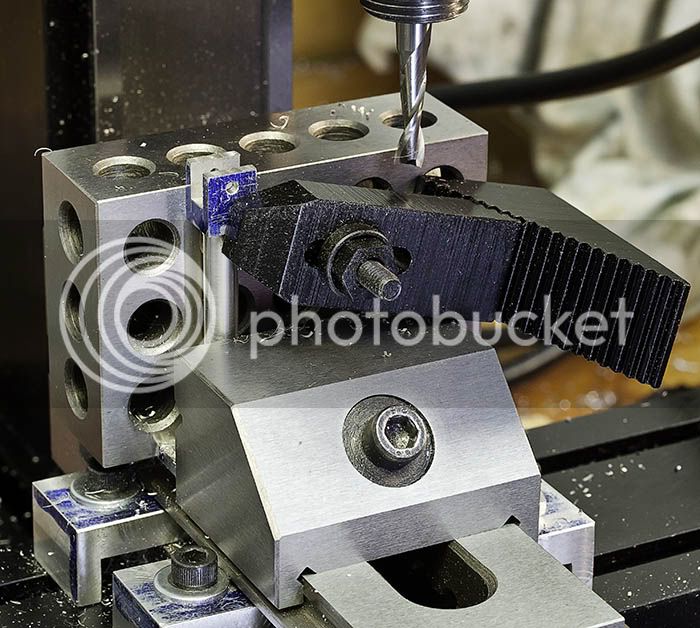
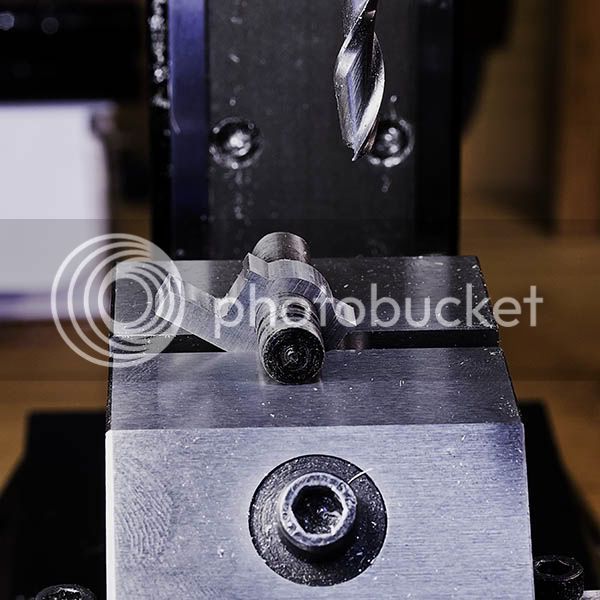
After quite a few hours of filing and sanding, the shaping of the standard is complete. The feet are now bonded so the part is finished until the engine is running, when the final detailing will take place. The edges where rounded using a variety of techniques and a few things where learned. A file is slow and steady producing a good finish and no surprises. A Dremel with a sanding drum is very quick but leaves very deep scratches which are no fun to remove. Next time I will try the Dremel with a carbide burr and maybe a finer sanding drum.

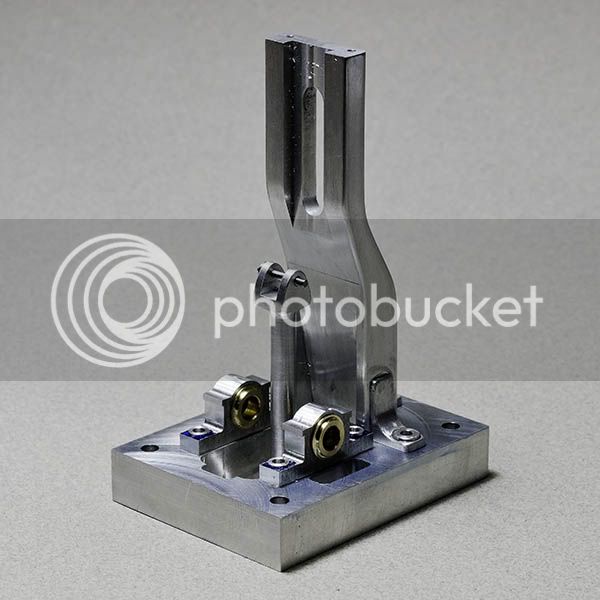
The idea behind this approach was to create something that looked a bit like a casting, did it work? The picture is a Photoshop composite, making two of them would tax even my patience ;D
The idea behind this approach was to create something that looked a bit like a casting, did it work? The picture is a Photoshop composite, making two of them would tax even my patience ;D
")