rake60
Well-Known Member
- Joined
- Jul 8, 2007
- Messages
- 4,756
- Reaction score
- 124
Not hobby shop related, but some may find it interesting.
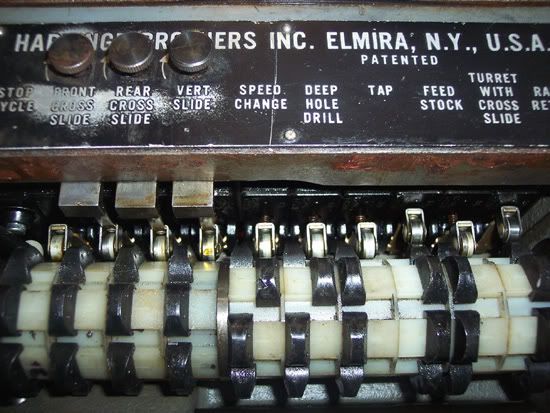
At work, I'm setting up a new secondary machining department for a powdered metals
manufacturing company. We had bought two old 1970's era Hardinge DSM-A Automatic
turret lathes to start with. They are surprisingly effective for the applications at hand.
A few weeks ago, we learned of a place that had two more of them in storage that might
be for sale. Then I found out that they had been in an unheated storage unit for five years.
On the trip to look at them, I warned the guy who was with me that they were probably
going to look like lumps of rust, but that wouldn't mean they were junk.
They looked pretty much as I had expected them to.


In just three days, we have one of them ready to make parts.
The first two days were spent trouble shooting the electronics. These machines had been
"MacGyver'ed" quite a bit. The third day was just plain old cleaning up.


It looks decent and cycles perfectly for all operations except the vertical slide. The solid
state timer is bad in that circuit. Replacing that timer would cost what we paid for the machine.
Since the vertical slide is intended for a cutoff tool that we do not need for secondary machining,
we'll leave it alone.
Now onto the second lathe from that purchase. We'll see what we got for our money there.
Rick
At work, I'm setting up a new secondary machining department for a powdered metals
manufacturing company. We had bought two old 1970's era Hardinge DSM-A Automatic
turret lathes to start with. They are surprisingly effective for the applications at hand.
A few weeks ago, we learned of a place that had two more of them in storage that might
be for sale. Then I found out that they had been in an unheated storage unit for five years.
On the trip to look at them, I warned the guy who was with me that they were probably
going to look like lumps of rust, but that wouldn't mean they were junk.
They looked pretty much as I had expected them to.
In just three days, we have one of them ready to make parts.
The first two days were spent trouble shooting the electronics. These machines had been
"MacGyver'ed" quite a bit. The third day was just plain old cleaning up.
It looks decent and cycles perfectly for all operations except the vertical slide. The solid
state timer is bad in that circuit. Replacing that timer would cost what we paid for the machine.
Since the vertical slide is intended for a cutoff tool that we do not need for secondary machining,
we'll leave it alone.
Now onto the second lathe from that purchase. We'll see what we got for our money there.
Rick




")