- Joined
- Oct 29, 2011
- Messages
- 287
- Reaction score
- 2
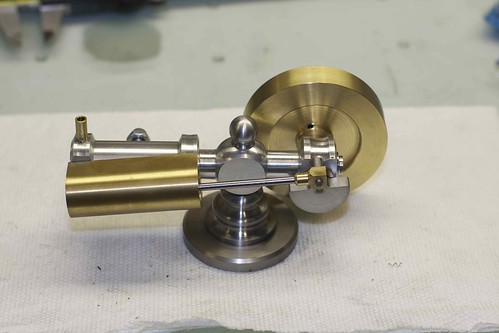
After mostly finishing my ball-turning tool (and finding out various things wrong with my "design" ;D), I was keen to put it to good use.
I've been eying Elmer's Fancy II, for which there are plans here: http://www.john-tom.com/ElmersEngines/18_fancy2.zip
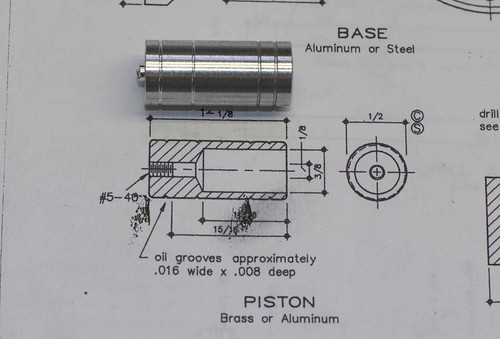
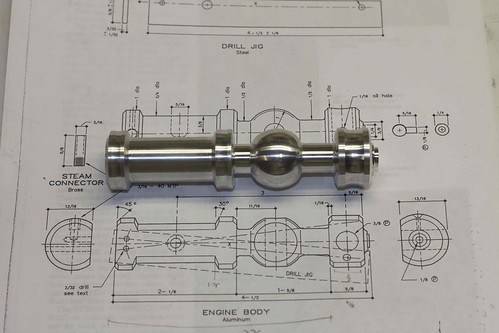
This is a nice little wobbler with some decorative touches, and will be my first scratch-built engine. So I pulled some Al bar from the stock bin, turned it down to just over an 1" in diameter, and marked it up for the body:

Then I went in with a profiling tool to get the major diameters close, and do the bevels, and with a parting tool to get the deep parts. Then I used my ball-turning attachment for the ball. Here it is after most of the turning:

I decided to spruce it up a bit with a subtle concave profile in three places, not just the one in the plans. That forced me to cut it off and flip it around, because my ball-turner can't get close enough to the chuck:

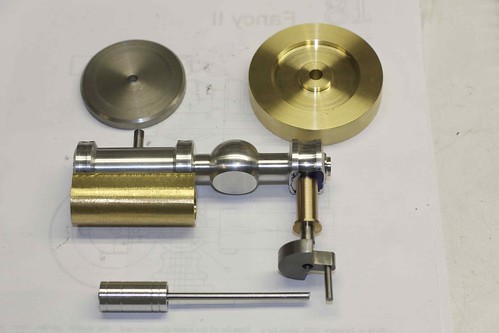
Final body after some polishing:
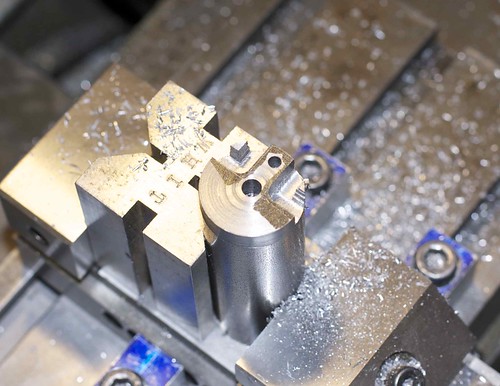
Next it gets attacked by an endmill to flatten one side. ;D
I've been eying Elmer's Fancy II, for which there are plans here: http://www.john-tom.com/ElmersEngines/18_fancy2.zip
This is a nice little wobbler with some decorative touches, and will be my first scratch-built engine. So I pulled some Al bar from the stock bin, turned it down to just over an 1" in diameter, and marked it up for the body:
Then I went in with a profiling tool to get the major diameters close, and do the bevels, and with a parting tool to get the deep parts. Then I used my ball-turning attachment for the ball. Here it is after most of the turning:
I decided to spruce it up a bit with a subtle concave profile in three places, not just the one in the plans. That forced me to cut it off and flip it around, because my ball-turner can't get close enough to the chuck:
Final body after some polishing:
Next it gets attacked by an endmill to flatten one side. ;D
 ). Actually, after milling one face down to 3/4", I quickly regretted it as it prevented me from doing some decorative bevels that I only though about too late. Oh well!
). Actually, after milling one face down to 3/4", I quickly regretted it as it prevented me from doing some decorative bevels that I only though about too late. Oh well!