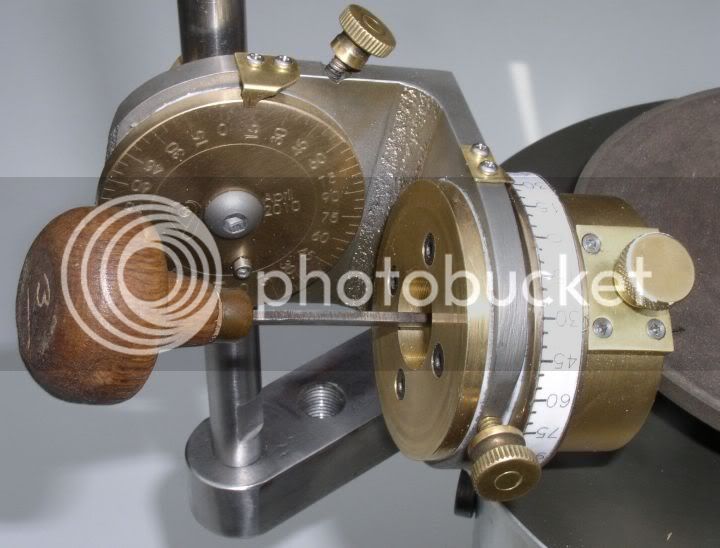
Ghart, really nice! Are you into hand engraving? GRS makes some really fine tools... and they are a subsidary of Glendo.
How did you get the angle markings onto that brass disc? And is that white ring cannibalized from a piece of Hardinge tooling? It looks great.
John, I thought some more on the magnet idea, and I think it is excellent. The thin diamond platters are plain carbon steel, and should stick nicely. I just went on eBay, and picked up 20 cylindrical neodymium magnets, 3/8" diameter x 3/8" long. Glendo sells plain aluminum discs holed for their machine, both 5" and 6" in diameter. Since most of the inexpensive diamond platters out there are 6" in diameter, a while back, I bought two of those Glendo disks in 6", but getting an accurate mounting of the diamond disc onto the Al platter was sometimes a problem. I plan on drilling and reaming the Al discs in a bolt-hole pattern, and epoxying the magnets in place. A finger groove milled into the disc, so the diamond platters can be levered free, will also be cut.
This should really improve the setup by forcing the diamond discs totally flat. As it is, they aren't perfectly flat, and can cause a hit & miss grind of the tool. And a $7 thin steel diamond disc costs a lot less than the mounted disks that come already glued onto a backing plate. Those can be $35 to $100 apiece.
More hand engraving stuff - some engravers a lot better than me wanted fixtures for (of all things) a U.S. nickel coin, so they can pursue an artform known as the "hobo nickel." Years ago, hobos would carve nickels into something different, and modern day engravers are doing the same, making miniature art pieces of them. These were once all standard Buffalo nickles, hand-carved by one artisan, Sam Alfano:
http://www.masterengraver.com/hobonickels/index.shtml
Anyway, sorry for the tangent, but I think we can all appreciate skilled artists with metal. Here's the fixture I made for the nickel, a pretty easy but satisfying project, and self-explanatory:






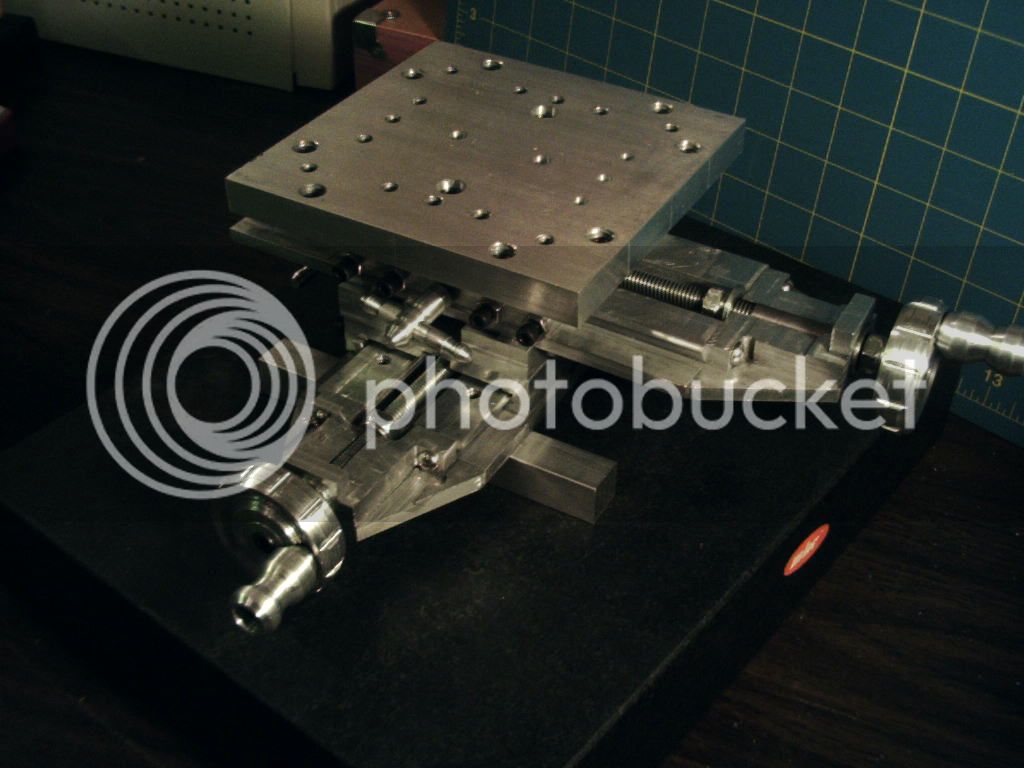


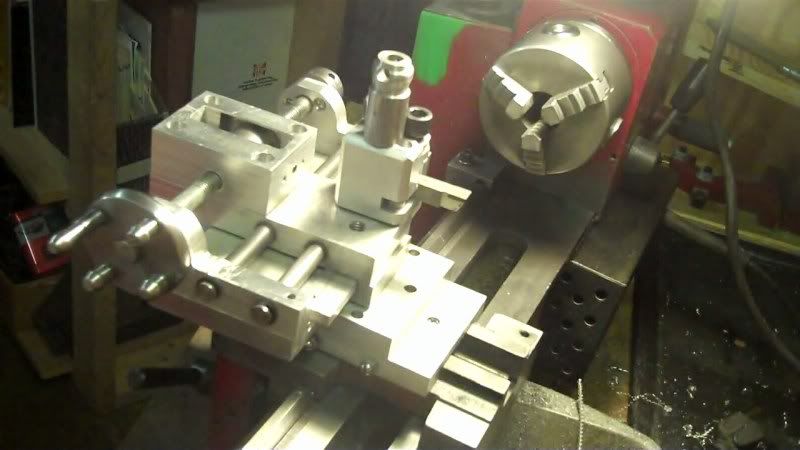










") :
:






